
Leszek Chodor, 14 maja 2016
19-02-2025 rewizja po dużej awarii portalu>
W przypadku nieczytelnych treści, proszę powiadomić: leszek@chodor.co
W ciągu ostatnich 24 godzin z artykułu korzystało 24 Czytelników
Cel i zakres standardu
Celem standardu jest ustalenie jednolitych, międzybranżowych (pomiędzy Wykonawcą a Projektantem) podstaw organizacji procesu projektowego, ze szczególnym uwzględnieniem wprowadzania standardu rysunkowego dla rysunków warsztatowych konstrukcji stalowych, a także dostosowania zasad do obiegu dokumentacji w formie elektronicznej. Rysunki warsztatowe nazywane są również rysunkami roboczymi, produkcyjnymi lub technologicznymi, w zależności od miejsca wykonywania czynności, które są na nim przedstawione oraz od celu jakim mają służyć. Wszystkie takie rysunki w niniejszym standardzie mają ujednoliconą nazwę „rysunki warsztatowe”. Należy dokonać wyraźnego rozróżnienia pomiędzy rysunkami warsztatowymi, które opracowuje Wykonawca i projektem wykonawczym, który opracowuje Projektant. Rozróżnienie rysunków warsztatowych (roboczych) i projektu wykonawczego jest przedmiotem artykułu Projekt Wykonawczy, a Rysunki Warsztatowe. Standard rysunku warsztatowego konstrukcji żelbetowej opisano w odrębnym artykule.
Rysunki warsztatowe konstrukcji (również stalowej) są częścią dokumentacji, którą opracowuje Wykonawca na podstawie Projektu Podstawowego (budowlanego) i Wykonawczego, standardowo dostarczanych przez Inwestora lub Jego pełnomocników (najczęściej Inwestora Zastępczego, Inspektora nadzoru) lub bezpośrednio przez Projektanta, który jest osobą działającą w imieniu i na rzecz Inwestora. Tak zdefiniowanego „Projektanta” odróżniamy przez pisownię z dużej litery od osoby wynajętej przez Wykonawcę do opracowania rysunków warsztatowych. Taką osobę dla odróżnienia będziemy pisać z małej litery „projektant” lub, oddając lepiej istotę czynności „technolog” lub „kreślarz”.
Zasadą obowiązującą w całej Europie, jest wyłączenie rysunków warsztatowych z dokumentacji projektowej opracowywanej przez Projektanta. Jeśli zasada wyłączenia rysunków warsztatowych nie zostanie jawnie i wyraźnie zmieniona w kontrakcie, to przyjmuje się ją przez domniemanie. Zasada jest utrzymywana nawet w firmach deweloperskich.
Należy również podnieść fakt, że funkcjonujące cenniki wynagrodzeń za prace projektowe, zarówno zagraniczne (np. niemieckie HOAI – Honorarordnung für Architekten und Ingenieure) jak i polskie (ŚZWPP – Środowiskowe Zasady Wycen Prac Projektowych) w standardowej wycenie nie obejmują opracowania rysunków warsztatowych. To znaczy przyjęcie przez Architekta lub Konstruktora do wykonania projektu wykonawczego nie dotyczy rysunków warsztatowych. Rysunki warsztatowe mogą być wykonane przez Projektanta, ale na odrębny kontrakt po ustaleniu warunków terminowych oraz cenowych, przy czym cena za wykonanie rysunków warsztatowych konstrukcji jest ceną rynkową i obecnie w Polsce wynosi ok. 2,5% ceny konstrukcji (o średniej masie) wraz z jej montażem, co daje kwotę podobną do wartości projektu budowlanego i wykonawczego razem wziętych.
Prace związane z właściwym projektowaniem, to znaczy tworzeniem rozwiązań oraz prace związane ze sporządzaniem rysunków warsztatowych na podstawie znanego już projektu, wymagają innych umiejętności, kompetencji i odpowiedzialności. Z fundamentalnych zasad organizacji wynika, że w tym przypadku szczególnie istotne jest prawidłowe ukształtowanie procesu zarządzania kompetencjami.
Nie bez znaczenia jest tutaj potrzeba elastyczności- dostosowywania się projektanta do warunków lokalnych wykonawcy – do jego potencjału technologicznego oraz osobowego i parku maszynowego przy krótkim procesie decyzyjnym i rewidowania rozwiązań technicznych, ale także dostosowaniu potencjału technologicznego do wymogów projektowych. Konieczne jest więc spłaszczenie struktury oraz uprawomocnieniu pracowników wykonawczych – projektantów oraz kadry zarządzającej parkiem maszynowym, przyzwyczajonych do szybkich zmian [1]. Elastyczność zasobów ludzkich jest najczęściej interpretowana jako zdolność adaptacyjna pozwalająca dostosować wielkość i strukturę zatrudnienia do zmieniających się potrzeb organizacji. Rzadziej jest dostrzegany szerszy kontekst elastyczności zasobów ludzkich, który uwzględnia nie tylko aspekt ilościowy, ale także jakościowy. Odnosi się on do tego czy i w jakim stopniu pracownicy: „…potrafią wykorzystać swoją wiedzę, umiejętności oraz cechy osobowości, by osiągnąć cele i standardy przypisane ich rolom…”, a także skutecznego i efektywnego działania pracowników związany z ich kompetencjami „ Zarządzanie zasobami ludzkimi oparte na kompetencjach polega na zastosowaniu pojęcia kompetencji i wyników analizy kompetencji w celach informacyjnych oraz w celu udoskonalenia procesów rekrutacji i selekcji, rozwoju i wynagradzania pracowników” [1].
W celu prawidłowego i koniecznego rozdziału ról Projektanta i projektanta (technologa, kreślarza), czyli autora projektu i wykonawcy rysunków warsztatowych konieczne jest zastosowani zasad teorii zarządzanie kompetencjami. Przy tym współczesne pojęcie kompetencji znacznie wykracza poza pierwotne ograniczenie ich do kompetencje rozumiano jako formalne prawo do zajmowania się, w imieniu danej organizacji, określonymi sprawami i podejmowania decyzji w ustalonym zakresie. Obecnie rozumiane jest jako zdolność do efektywnego i sprawnego działania związanego nie tylko z kwalifikacjami tylko szerzej jako „…potencjał istniejący w człowieku, prowadzący do takiego zachowania, które przyczynia się do zaspokojenia wymagań na danym stanowisku pracy w ramach parametrów otoczenia organizacji, co z kolei daje pożądane wyniki” [1], s. 249-252.
Nie ulega wątpliwości, że podstawowymi komponentami kompetencji są wiedza i umiejętności, oraz to, że Projektant posiada ograniczone kompetencje do wystąpienia w roli technologa, choć mógłby je posiadać po wstąpieniu w szeregi wykonawcy i poznaniu jego potencjału organizacyjnego, technologicznego, osobowego i maszynowego. Technolog (projektant) posiada tą część kompetencji brakujących Projektantowi, choć w przeważającej mierze nie posiada projektowych zdolności twórczych oraz innych kompetencji, na przykład uprawnień budowlanych oraz odpowiedzialności, związanej z opracowaniem projektu budowlanego oraz wykonawczego.
Wynagrodzenie za pracę musi uwzględniać kompetencje i odpowiedzialność i w działalności osobistej, jaką jest projektowanie w przeważającej mierze przypisane do osoby [2], rozdz. 42. Z tych względów wynagrodzenie powinno być wyższe dla Projektanta niż dla kreślarza. Analiza struktury wynagrodzeń w organizacjach przodujących technologicznie wskazuje na znaczną różnicę ok. 5 krotną.
W przedsiębiorstwach zarządzanych z warunku optymalizacji kosztów (maksymalizacji efektów przy minimalizacji wynagrodzeń), czyli zarządzanych przez kompetencje – nie powinno mieć miejsca zlecanie prac, wymagających mniejszych kompetencji dla osoby o wyższych kompetencjach. Również ze względu na działanie prawa popytu – podaży (osób wykonujących prawidłowo pacę kreślarza jest znacznie więcej od kompetentnych Projektantów) praca Projektanta znacznie więcej kosztuje. Projektant inwestycji nie powinien trudnić się wykonywaniem rysunków warsztatowych, bo za tę pracę powinien otrzymać wynagrodzenie znacznie wyższe od technologa wykonawcy. Z tych względów profesjonalni Wykonawcy organizują swoje biura technologiczne, w których wykonywana jest większość prac, dotyczących dokumentacji warsztatowej i technologicznej. W uzasadnionych przypadkach zlecają takie prace osobom zewnętrznym, które najczęściej współpracują z wykonawcą od lat i posiedli już stosowne kompetencje technologiczne przypisane do konkretnego wykonawcy.
Rysunek warsztatowy konstrukcji stalowych jest przedmiotem wielu podręczników w tym: [3], [4], [5]. W literaturze zachodniej rysunki warsztatowe są nazywane „workmanship drawings (rysunki robocze) lub „shop drawing” (rysunki warsztatu), co można przetłumaczyć „rysunki wykonawcy”, a nie „projekt wykonawczy”.
W rozdziale 7.7 podręcznika [3] – dokumentacja warsztatowa konstrukcji stalowej jest zaliczona do dokumentacji Wykonawcy, wykonywanej na podstawie projektu wykonawczego przygotowanego przez Inwestora ( na jego zlecenie przez Projektanta) na potrzeby prefabrykacji elementów stalowych w wytwórni konstrukcji stalowej w warunkach uprzemysłowionego w różnym stopniu procesu produkcji. Projekt ten powinien być wykonany przez bezpośrednie go Wykonawcę konstrukcji lub biuro projektowe pracujące na jego bezpośrednie zlecenie. W tym drugim przypadku autor dokumentacji warsztatowej powinien uzyskać od wytwórni, która będzie wykonywała elementy konstrukcji stalowej, szczegółowe informacje na temat dostępnego umaszynowienia oraz stosowanych technologii wytwórczych.
W związku z powyższym można stwierdzić, że era opracowania przez Projektanta dokumentacji projektowej w jednym etapie (jednocześnie projekt budowlany + wykonawczy- obecnie techniczny + rysunki warsztatowe) bezpowrotnie minęła. Obecnie Projektant opracowuje projekt budowlany (podstawowy) oraz wykonawczy (techniczny), a w wyłącznych kompetencjach Wykonawcy jest opracowanie dokumentacji warsztatowej (rysunków warsztatowych+ projektu montażu konstrukcji + plan BIOZ oraz inna dokumentacja technologiczna (np. karty obróbki, spawania itd.).
Pojęcia podstawowe
Rysunek warsztatowy (roboczy/produkcyjny)
W dawnej polskiej normie [6] zgodnie z ideą europejską, podano następującą definicję rysunków warsztatowych:
- Rysunki warsztatowe opracowuje wykonawca, jeśli w kontrakcie nie uzgodniono inaczej.
- Rysunki sporządza się zgodnie z: [7], [8]. Przy kształtowaniu konstrukcji należy uwzględnić wymagania dotyczące nakładania i renowacji powłok ochronnych wg [9].
- Rysunki warsztatowe, wykonane przez wykonawcę akceptuje projektant przed skierowaniem do produkcji. (Akceptacja dotyczy wyłącznie zgodności przyjętych rozwiązań z założeniami projektu).
- Rysunki warsztatowe obejmują:
a) rysunki elementów konstrukcji,
b) wykazy stali, łączników,
c) rysunki zestawieniowe (schematy montażowe) i niezbędne szczegóły połączeń montażowych,
d) wykazy elementów. - Obliczenia połączeń elementów wykonywane są łącznie z rysunkami warsztatowymi, jeśli to zostało uzgodnione w kontrakcie.”.
Na podstawie rysunków warsztatowych (inaczej zwanych roboczymi lub produkcyjnymi), w wytwórni konstrukcji stalowych, wykonywane są poszczególne elementy wysyłkowe, w podanej liczbie sztuk i oznakowane trwale podanym na rysunku roboczym symbolem. Oczywiste jest, że rysunki warsztatowe są elementem dokumentacji produkcyjnej i powinny odzwierciedlać możliwości technologiczne i techniczne Wykonawcy, więc nie mogą być w sposób właściwy opracowane przez Projektanta, który nie jest technologiem Wykonawcy. Rysunki takie powinny być opracowane przez Wykonawcę lub osoby, którym powierzy wykonanie, ale na wyłączną swoją odpowiedzialność, a nadto w zgodzie z projektem podstawowym (budowlanym) i właściwym (wykonawczym), opracowanym przez Projektanta dla anonimowego Wykonawcy i przy świadomości, że powinny być sprawdzone przez Projektanta w zakresie zgodności z projektem, dostarczonym Wykonawcy. Wynika stąd, że informacje zawarte w projekcie budowlanym i wykonawczym powinny być bezwzględnie przez Wykonawcę spełnione, chyba że nastąpiło wcześniejsze uzgodnienie zmian. Natomiast Wykonawca ma swobodę w wyborze tych rozwiązań szczegółowych, które nie są w projekcie narzucone i z tego względu Projektant nie powinien w swoim projekcie podawać zbyt szczegółowych informacji technologicznych.
Element wysyłkowy, a montażowy
Element wysyłkowy jest częścią konstrukcji, która jest prefabrykowana w wytwórni konstrukcji stalowych i nadaje się do transportu z wytwórni na miejsce budowy. Element montażowy jest częścią konstrukcji przygotowaną do wbudowania w obiekt. Najczęściej element montażowy jest jednym elementem wysyłkowym, ale też często składa się z kilku elementów wysyłkowych scalonych na miejscu budowy przed wbudowaniem w obiekt.
Element wysyłkowy powinien mieć takie wymiary gabarytowe i taką masę, by można go było załadować na środek transportu, przewieźć z wytwórni na budowę oraz wyładować na miejscu. Ze względu na przeważający obecnie transport samochodowy – wymiary elementu wysyłkowego powinny być dostosowane do skrajni samochodowej, pokazanej na rys.1.
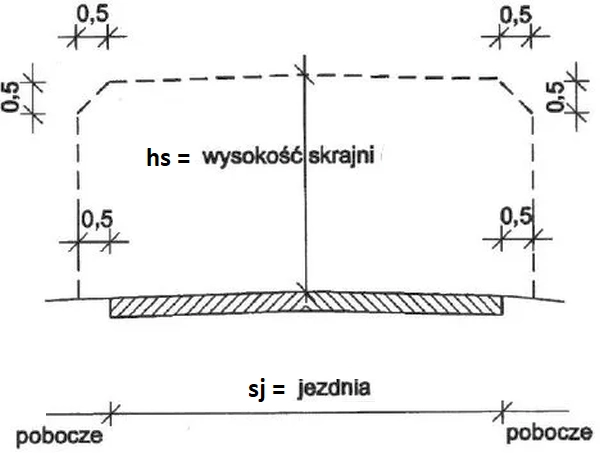
Rys.1. Skrajnia drogowa – przekrój poprzeczny [10]
Z analizy przepisów ustawy o drogach publicznych [10], wynika, że najmniejsze wymiary skrajni dotyczą dróg klasy D i wynoszą:
wysokość $h_s=3,5 \,m$, a po odjęciu marginesu 0,5 m oraz wysokości podłogi samochodów niskopodwoziowych 0,5 m, przyjmuje się wysokość ładunku (elementu wysyłkowego) max
H= 2,5 m,
Szerokość pasa ruchu jezdni średniej kategorii wynosi $s_j= 2,5 \,$ i stąd przyjmuje się szerokość ładunku (elementu wysyłkowego) max
B=2,5 m.
Długość ładunku zależy od długości naczepy i skrętności zestawu. Przyjmuje się zwykle długość do
L=12 m,
ale nowoczesne naczepy mogą przewozić ładunek do ok. L=15 m. W praktyce zakłada się, że maksymalna długość elementu wysyłkowego wynosi 12 m, a w przypadkach szczególnych długość tę można zwiększyć, ale dopiero analizie możliwości skrętnych dostępnych środków transportowych .
W przypadku konieczności zastosowania wymiarów ponadgabarytowych (ponadnormowych), należy uzyskać stosowane pozwolenia administracyjne, wydawane po sprawdzeniu trasy przejazdu i często z nałożeniem obowiązku oznakowania pojazdu oraz pilotowania przez pojazdy policyjne lub inne, co znacznie zwiększa koszty transportu.
Rzadziej stosuje się lądowy transport kolejowy lub łamany (drogowo-kolejowo-drogowy), albo też transport barkami i w takim przypadku przed zastosowaniem należy przeprowadzić specjalną analizę możliwości i wymogów, w szczególności pod względem skrajni transportowej i dostosowania do niej wymiarów elementów wysyłkowych konstrukcji stalowej.
Maksymalne masy podnoszonych ładunków zależą od sprzętu załadunkowego.
Sposoby montażu elementów wysiłkowych opisano w artykule Metody montażu konstrukcji stalowych. Maksymalne wymiary, ale przede wszystkim masy elementów montażowych zależą od sprzętu montażowego, wymaganego wysięgu ramienia żurawia i innych czynników. Wymagany jest projekt montażu, który opracowuje Wykonawca i przedstawia Projektantowi do uzgodnienia przed rozpoczęciem montażu. Opracowanie projektu montażu, w tym dobór urządzeń montażowych i elementów montażowych, nie jest zadaniem projektanta konstrukcji.
Standard rysunku warsztatowego
Standard rysunku warsztatowego konstrukcji stalowych jest w istocie standardem zakładowym, a podane niżej zasady są standardem Chodor-Projekt, sp. z o.o. W żaden sposób nie można przyjąć, że jest to standard uniwersalny.
Prezentowany standard jest zgodny z ogólnymi zasadami rysunku technicznego, a w szczególności:
- Wymiarowanie zgodnie z normą [11],
- Oznaczenia uproszczone profili stalowych zgodnie z normą [7],
- Oznaczenia zespołów z częściami złącznymi zgodnie z normą [12],
- Oznaczanie spoin zgodnie z normą [13],
- Oznaczanie tolerancji kształtu i położenia zgodnie z normą [14],
- Oznaczanie uproszczone gwintów i śrub zgodnie z normą [15],
a także innymi normami rysunkowymi.
Na rys.2. pokazano przykład prostego rysunku warsztatowego belki stalowej. Belka wykonana z profilu HEA300 jest umieszczona w systemie konstrukcyjnym między osiami D1-D2 i będzie łączona z istniejącym elementem IPE300. W pasie dolnym są przygotowane otwory do podłączenia prętów stężeń systemu konstrukcyjnego. Informacyjnie zaznaczono, że na belce będzie ułożona blacha fałdowa, która wraz z systemem mocowania do belki poz.1 jest przedmiotem innego rysunku roboczego z projektu montażu.
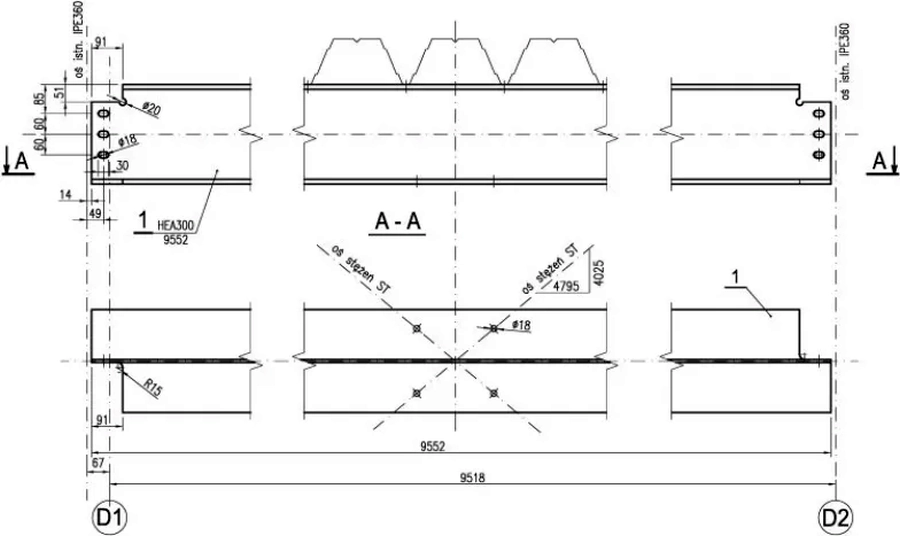
Rys.2. Przykład rysunku warsztatowego belki stalowej [opracowanie własne]
Podstawowe zasady rysunkowe
Informacje na rysunku podajemy zgodnie z ogólnymi zasadami [11]
, które można zamknąć w katalog:
- Informację na rysunku należy podawać tylko jeden raz i w tym miejscu , w którym jest najbardziej oczekiwana i potrzebna.
- Nie należy podawać więcej informacji niż jest potrzebne do jednoznacznego określenia elementu lub jego części z maksymalnym wykorzystaniem zasady oczywistości i zasady symetrii.
- Rozmieszczenie wymiarów jest wynikiem wymagań konstrukcyjnych, które projektant przekazuje wykonawcy – p. pkt. 9.4.
- Linie wymiarowe konstrukcji stalowych kończymy zaczernionym grotem strzałki. Linie pomocnicze powinny być doprowadzone do punktu, który wymiarują, z małą przerwą i powinny być lekko przeciągnięte poza odpowiednią linię wymiarową. Pomocnicze linie należy rysować prostopadle do wymiarowanego elementu. W razie potrzeby można je rysować ukośnie, ale obie linie wymiarowe powinny być równoległe do siebie. Jako zasadę należy przyjąć nieprzecinanie linii wymiarowych. Odnośniki do pozycji w celu sygnalizacji nie budzącej wątpliwości zakończamy kropką, umieszczoną wewnątrz pozycji, o średnicy, stanowiącej 6-krotność grubości linii (czyli przy grubości linii 0,2 mm – dkropki=1,2 mm).
- Maksymalnie należy stosować skrócenia elementów, półwidoki – półprzekroje i inne środki umożliwiające zmniejszenie formatu arkusza rysunkowego. Dla równo oddalonych elementów (np. 6 elementów oddalonych od siebie o 20 mm) zaleca się wymiarowanie przez objęcie wszystkich elementów jedną linią wymiarową i podanie wymiaru w formie iloczynu i wyniku w nawiasie, np. 5×20(=100). Stusujemy zasadę „krókiego” wzroku”, to znaczy rysujemy linie w pierwszym planie, a w drugim planie tylko wówczas , gdy są istotne ze względu na czytelność rysunku. Linii w 3-cim planie zasadniczo nie rysujemy lub nanosimy bardzo cienką kreską.
- Liczby wymiarowe należy podawać nad linią wymiarową, cyframi o odpowiedniej wielkości, zapewniającej dobrą czytelność na wydruku. Zwykle przyjmuje się wysokość liczby na wydruku 2 mm. Liczby wymiarowe należy zawsze podawać tak, aby można je było czytać od dołu lub od prawej strony.
- Należy starać się używać arkuszy w znormalizowanym typoszeregu dla każdego wymiaru (od A0+ do A3) lub przynajmniej jednego boku arkusza. Każdy rysunek powinien być zaopatrzony w tabelkę rysunkową w prawym dolnym rogu arkusza, zawierającą podstawowe dane, opisane niżej.
- Elementy typowe, znormalizowane, takie jak śruby, spoiny , profile stalowe itp. rysujemy w III stopni uproszczenia, tzn z maksymalnie symbolicznie. Wyższe stopnie uproszczenia (II i I), tzn. dokładniejsze fotograficzne zobrazowanie stosujemy wyłącznie w celu polepszenia czytelności rysunku lub jego fragmentu (detalu), w zasadzie w podziałce 1:2 (wyjątkowo 1:1 lub 1:5).
- Do oznaczania poziomów, tolerancji kształtu i położenia oraz obróbki powierzchni należy stosować oznaczenia symboliczne w języku międzynarodowym [14], [16], [17]oraz maksymalnie ograniczać wprowadzanie własnych symboli lub opisów.
- Wykaz stali sporządzamy na odrębnych od rysunku arkuszach A4.
Fundamentalnym, choć elementarnym zagadnieniem przy wykonywaniu rysunków rzeczywistych konstrukcji są zasady wymiarowania tolerancyjnego, które w skrócie przedstawiono w ostatnim punkcie opracowania (pkt 9, jako uzupełnienie do niniejszego standardu).
Rysunkowe stopnie uproszczenia
Rysunek budowlano -architektoniczna w szczególności konstrukcji stalowych wykonujemy w III stopniu uproszczenia, Elementy konstrukcji, a przede wszystkim elementy znormalizowane, typowe rysujemy symbolicznie. Rysowanie z fotograficzną wiernością traktowane jest jako błąd, ponieważ prowadzi do zmniejszenia czytelności rysunku i odwraca uwagę od elementów istotnych które są zobrazowane i które są przedmiotem rysunku. Jedynie na detalach w skali większej od podstawowej 1:10 dopuszcza się rysowanie połączeń w I lub II skali uproszczenia, przy czym na związanym fragmencie rysunku należy stosować taką samą skalę uproszczeni, czyli np. jeśli śruba lub wkręt są narysowane w I skali uproszczenia, to inn elementy: np. fazowania profili, spoiny itd. należy rysować też w I skali uproszczenia.
Stosowane skale uproszczenia połączeń śrubowych oraz połączeń spawanych zestawiono w tab. 1
Tab. 1 Stopnie uproszenia najczęściej stosowanych połączeń konstrukcji stalowych
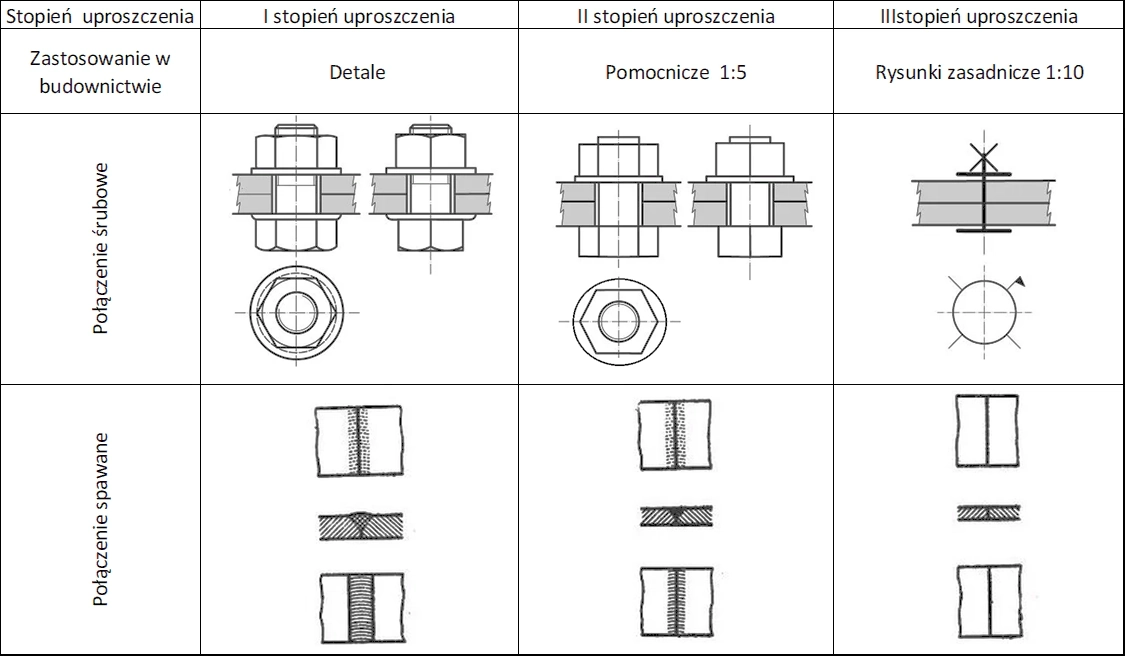
Należy zwrócić uwagę, że nawet przy najdokładniejszym przedstawieniu śruby (I stopień uproszczenia) gwint oznacza się symbolicznie (cienka linia obok obrysu trzpienia) – nie jest przewidziane rysowanie gwintu z fotograficzną dokładnością. W III stopniu uproszczenia przedstawiono symbol śruby z jedną podkładką i nakrętką (krzyż), a w widoku nakrętką z wytyczną do zakręcania na montażu. Zwykle znak chorągiewki jest pomijany, bowiem przez domniemanie przyjmuje się, ze śruby są zakładane i nakrętki zakręcane na montażu. Do zabezpieczenia przed odkręceniem nakrętki można stosować przeciwnakrętkę i wówczas we symbolu wystąpiłyby dwa krzyże. (Uwaga: obecnie, do zabezpieczenia przed odkręceniem zwykle stosuje się jedną nakrętkę sprężaną na 50% ).
W III stopniu uproszczenia połączeń spawanych nie rysujemy lica spoiny i grani, a w przekroju nie pokazuje się ukosowanie blach. W połączeniu z symbolem spoiny stosujemy opisy symboliczne przedstawione w pkt. Oznaczenia_spoin.
Pozycjonowanie
Podstawową częścią rysunku warsztatowego jest pozycja, która jest obrobioną blachą lub kształtownikiem. Obróbka polega na przycięciu oraz owierceniu. Z pozycji, poprzez spawania lub łączenie innymi łącznikami, składany jest cały element. Do łączników zaliczamy również pasowania wciskane, zatrzaski, itd.
Element wysyłkowy z rys. 2. jest belką złożoną z jednej pozycji 1, oznaczonej jak na rys.3.
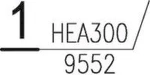
Rys.3. Oznaczenie pozycji na rysunku w miejscu jej „wydania”
Symbolem hutniczym jest w tym przypadku HEA300-9552, gdzie 9552 oznacza długość profilu, która powinna być jawnie zwymiarowana. Zgodnie z zasadą jawnie opisujemy te wymiary pozycji, które zależą od wykonawcy – czyli te, które powinien zmierzyć, wytrasować i poddać obróbce. Nie podajemy wymiarów niezależnych od wykonawcy, jak np. grubości blachy, która jest dostarczona z huty – wprowadzenie tego wymiaru oznaczałoby przekazanie wymogu projektowego doprowadzenia grubości blachy dostarczonej z huty do stanu zaprojektowanego, a to byłoby niezgodne z podstawowymi założeniami projektowymi.
Każda pozycja powinna być jednoznacznie pokazana i zwymiarowana, celem jej wykonania. W tym miejscu, w którym pozycja jest najpełniej pokazana oraz zwymiarowana – należy ją opozycjonować, czyli opatrzeć numerem (symbolem) kolejnym oraz symbolem hutniczym. Takie miejsce z najważniejszymi informacjami o pozycji nazwiemy „wydaniem” pozycji. Przyjmujemy konwencję podkreślania numeru pozycji bez ujmowania jej w kółko. Kółko jest zarezerwowane dla oznaczenia osi systemowych. W miejscu „wydania” numer (symbol) jest opisany większą czcionką i jest podkreślony bardzo grubą linią. W innych miejscach występowania pozycji na rysunku oznacza się ją mniejszym numerem (symbolem) bez pozycjonowania (takie wystąpi tylko raz w całym pakiecie rysunków).
Należy dążyć do tego, by jednorazowość – unikalność „wydania” elementu dotyczyła całego pakietu rysunków, dotyczącego segmentu konstrukcji, bloku i całej konstrukcji. Bezwzględnie należy przestrzegać niepowtarzalności numeru (symbolu) pozycji w różnych elementach konstrukcji. Mogą wystąpić przerwy w numeracji, ale ten sam symbol nie może dotyczyć różnych pozycji. Taki sam element nie może mieć różnorodnych symboli. Jednym zadaniem wszystkie identyczne pozycje są „wydane” raz i tylko raz na wszystkich rysunkach konstrukcji, a dwa różne elementy nie mogą mieć różnej symboliki. Z tej zasady wynika zalecenie zgromadzenia wszystkich pozycji, które występują przynajmniej w dwóch elementach na jednym arkuszu rysunkowym o nazwie „Pozycje wspólne”.
Zasada niepowtarzalności dotyczy nie tylko pozycji, ale również elementów (wysyłkowych, montażowych), i innych fragmentów konstrukcji.
Wymiarowanie
Stosuje się kilka grup wymiarów, o innym funkcjonalnym znaczeniu:
- Wymiary systemowe, wskazujące na sposób umieszczenia elementu w systemie konstrukcyjnym , które będą istotne podczas wbudowania konstrukcji w sten system i które powinny być stosownie zwymiarowane. Z tego względu położenie elementów przyłączeniowych, w tym przypadku otworów Ø18 podano w sposób pośredni: podano wymiar 49 oznaczający odległość otworów od osi elementu przyłączanego i odległość 14 tej osi od krawędzi pokazanej belki. Wykonawca przez odjęcie wymiarów 49-14=35 może określić odległość otworów od krawędzi belki, co będzie potrzebne podczas trasowania położenia otworów. Sposób wymiarowania wskazuje mu natomiast wagę wymiarów i ich istotę – istotna jest możliwość wbudowania elementu w system, czyli odległość 49, a nie wymiar 35, który jest tylko wynikowy i w rzeczywistości może się różnić od podanego o dopuszczalne tolerancje, które w tym przypadku wyniosą ±2 mm. Wykonawca powinien skontrolować wymiar 49 na przykład przez montaż próbny, a wymiary potrzebne bezpośrednio do wykonania ma obowiązek wyliczyć z podanych jawnie na rysunku. Wymiary systemowe to również odległość 9518 między osiami D1 i D2 oraz 91 między osią przyłączanego elementu, a osią systemu.
- Wymiary gabarytowe elementu, w tym przypadku 9552, to znaczy gabarytową długość profilu, który należy zamówić i następnie poddać obróbce. Wyróżnik profilu HEA300 jednoznacznie identyfikuje takie wymiary jak: wysokość profilu 290, szerokość półki 300, grubość ścianek, promienie wyokrąglenia. itd. Takich wymiarów nie podaje się jawnie na rysunku. Taka zasada dotyczy również grubości blach – na przykład symbol bl. 10×200-300 oznacza, ze blacha ma grubość 10, szerokość 200 i długość 300.
- Wymiary szczegółowe, w tym przypadku, to wycięcia w środniku oraz półkach, a także położenie i średnice otworów.
Wymiary systemowe, gabarytowe oraz szczegółowe powinny być podawane w odrębnych ciągach wymiarów. Mogą się łączyć i przenikać tylko w szczególnych przypadkach, uzasadnionych zwiększeniem czytelności, jednoznaczności rysunku lub wymogami konstrukcyjnymi (projektowymi). Najważniejsze wymiary funkcjonalne, systemowe podajemy w ramce.
Spoiny, obróbkę powierzchni, tolerancje i inne oznaczenia, jeśli są wymagane – oznaczamy w sposób opisany niżej.
Oznaczenia śrub
System oznaczania śrub
Na rys. 4 pokazano system oznaczania śrub wg przedmiotowej normy [8]
Rys.4. Oznaczanie śruby na rysunku
Oznaczanie śrub na rysunkach budowlanych
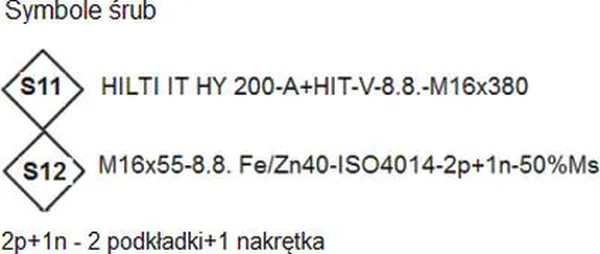
Na rysunku budowlanym śruby oznacza się najczęściej w sposób podany w przykładzie oznaczenia z rys. 4, ale dodatkowo nadaje się śrubie kolejny numer, np. w sposób pokazany na rys. 5 (jest to uwaga zamieszczana na rysunku), na którym zdefiniowano:
- śrubę <S11> jako kotwę wklejaną HILTI (oznaczenie wg producenta),
- śrubę <S12> metryczną M16 z gwintem na części długości, zgodnie z oznaczeniem systemowym i z dodanym członem 2p+1n (2 podkładki pod łeb i pod nakrętkę) oraz 50%Ms, co oznacza sposób zabezpieczenia przed odkręceniem poprzez sprężenie do 50% pełnego momentu sprężenia Ms, określonego w normie [18].
Rys. 5 Uwaga na rysunku z symbolami śrub [opracowanie własne]
Na rys.6 pokazano sposób zastosowania oznaczeń zestawów śrub <S12>, zdefiniowanych w uwagach rysunkowych rys. 5. Symbol śruby obrazuje: łeb (-), podkładka (-), trzpień (|), podkładka (-), nakrętka (X) (p. również tab.1).
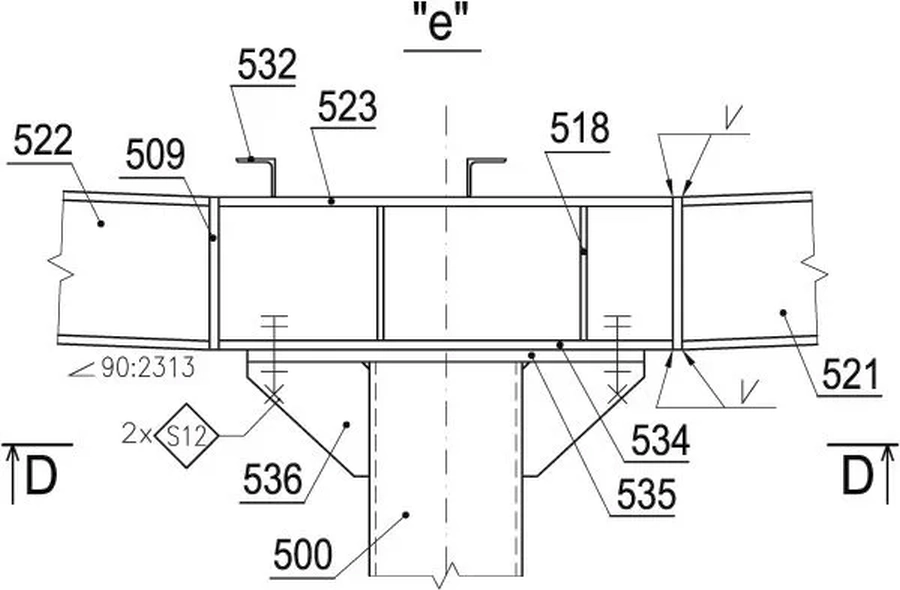
Rys.6 Szczegół rysunkowy „e”. Sposób oznaczania pozycji oraz śrub [opracowanie własne]
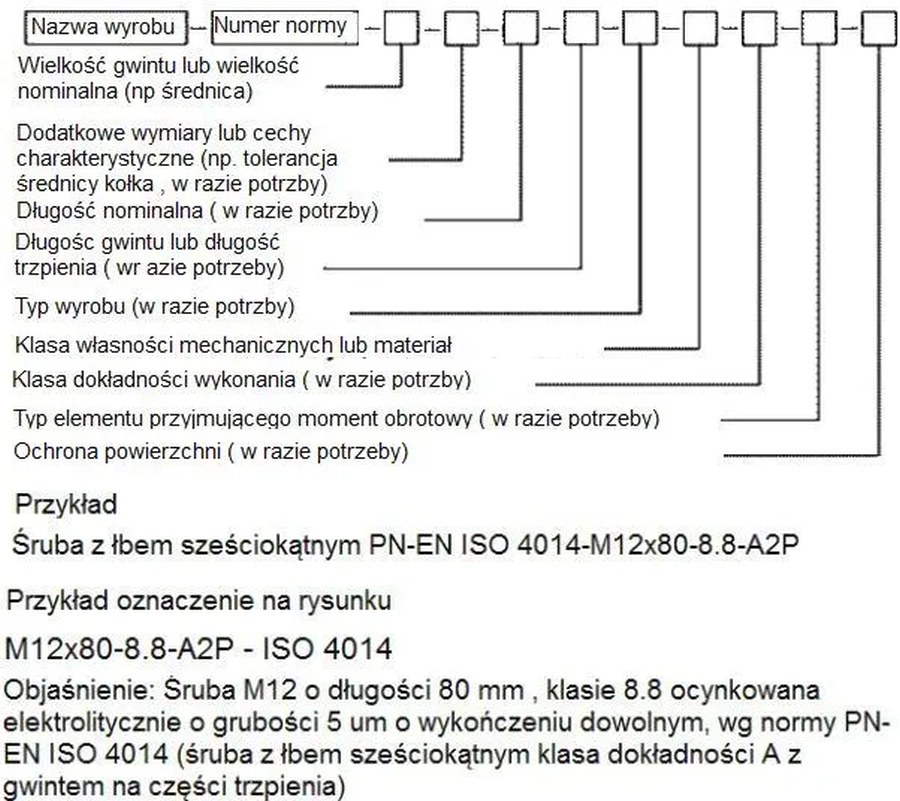
Typy śrub, a norma w symbolu
W konstrukcjach budowlanych najczęściej stosuje się śruby z łbem sześciokątnym w wykonaniu jednoznacznie identyfikowanym normą:
- z gwintem na części trzpienia wg PN-EN ISO 4014:2011 [19]
W normie [19] określono własności śrub z łbem sześciokątnym z gwintem od M1,6 do M64 włącznie, klasy dokładności A dla gwintów M1,6 do M24 o długościach nominalnych do 10 d lub 150 mm włącznie, w zależności od tego, która wartość jest mniejsza, i klasy dokładności B dla gwintów powyżej M24 lub o długościach nominalnych powyżej 10 d lub 150 mm, w zależności od tego, która wartość jest mniejsza. Jeżeli, w przypadkach szczególnych, konieczne jest spełnienie wymagań innych norm, w szczególności [20], [21], [22],[23], [24], [25], [26]
- z gwintem na całej długości wg PN-EN ISO 4017:2011 [27]
Niniejszy typ wyrobu jest taki sam jak według ISO 4014, z tą różnicą, że ma gwint na całej długości i długość nominalną do 200 mm włącznie jako długość zalecaną.
- śruby wysokowytrzymałe (HV) do sprężania wg PN-EN 14399-4 [28] – śruby kl. 10.9, nakrętki kl. 10
- śruby wysokowytrzymałe (HR) do sprężania wg PN-EN 14399-3 [29] – śruby kl. 8.8/10.9 , nakrętki kl. 8/9
W normie [28] łącznie z [30],[31]},{35AP4CTE}”], podano wymagania dla wysokiej wytrzymałości śrub i nakrętek konstrukcyjnych systemu HV odpowiednich do połączeń sprężanych z dużym wymiarem pod klucz, z gwintem od M12 do M36 włącznie i klasy własności 10.9/10. Zestawy śrubowe zostały zaprojektowane do umożliwienia sprężania śrub w celu uzyskania plastyczności przeważnie poprzez odkształcenie plastyczne współpracujących gwintów. W tym celu części mają następujące charakterystyki: A) wysokość nakrętki w przybliżeniu 0,8 d, b)śruba z krótkim gwintem. Zestawy śrubowe do zestawów do sprężania zawierają podkładki zgodne [32]. Zwrócono uwagę na ważność zapewnienia, że w przypadku uzyskania zadowalających wyników zestawy śrubowe są prawidłowo używane. Jako zalecenie dotyczące prawidłowego użycia powołano EN 1090-2. Wymagania ogólne i wymagania dotyczące odpowiedniości sprężenia są określone w [31]. Długości zacisków i długości uchwytów dla zestawów śrubowych podano w normatywnym Załączniku A do tej normy.
Więcej informacji na temat stosowanych śrub stosowanych w budowlanych konstrukcjach stalowych (ale też żelbetowych, drewnianych i innych) podano artykule Połączenia śrubowe.
Oznaczenia cynkowania śrub
Łączniki powinny być cynkowane:
- galwanicznie wg [33]
Grubość powłoki od 5 do 25 μm
Oznaczenie Zn lub A (oraz dodatkowe oznaczenia)
Przykład A2P – powłoka cynkowa galwaniczna o grubości 5 μm
- zanurzeniowo (ogniowo) wg [34]
Grubość powłoki min 40 μm , średnio 50 μm
Oznaczenie tZn lub A (oraz dodatkowe oznaczenia)
Przykład tZn – powłoka cynkowa ogniowa o grubości min 40 μm
lub Fe/Zn40 – powłoka cynkowa (Zn) o grubości 40 μm na powierzchni stalowej
- płatkowymi powłokami wg [35]
Grubość powłoki od 6 μm do 12 μm
Oznaczenie flZn (oraz dodatkowe oznaczenia)
Przykład flZn – powłoka cynkowa płatkowa o grubości 6 μm
Standardowo w konstrukcjach budowlanych stosuje się łączniki cynkowane ogniowo i oznaczenie Fe/Zn40.
Na powłokach cynkowych mogą być wykonywane dodatkowe powłoki konwersyjne lub lakierowe.
Gniazda pod klucz
Położenie śrub oraz ich odległości od ścianek elementów przyległych należy tak dobrać, by spełnić warunki dotyczące gniazd pod klucz podane w artykule Polożenie_śrub_a_miejsca_na klucz.
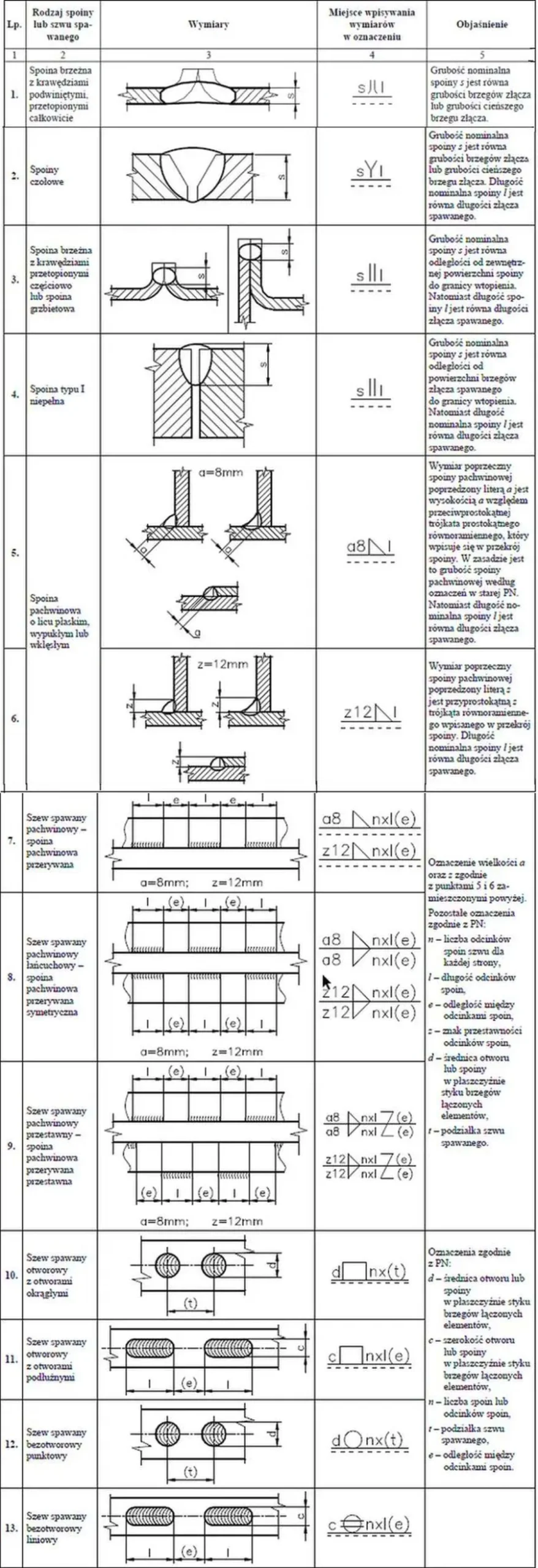
Oznaczenia spoin
Ze względu na specyfikę stalowych konstrukcji budowlanych, duże gabaryty i duże spoin konstrukcyjnych – nie wymiaruje się na rysunkach wszystkich spoin, a tylko te, które są istotne z punktu widzenia nośności konstrukcji, jej użytkowalności lub funkcjonalności. Spoiny pozostałe są nieoznaczone i dla nich podaje się ogólne zalecenie w uwagach rysunkowych. Przyjmuje się zasadę, że każda linia styku pozycji powinna być zespawana zgodnie z ogólnymi zasadami, chyba że podano inne wytyczne, w tym, by spoin nie zakładać.
Podstawowe oznaczenia spoin
Na rys. 7 zebrano najważniejsze informacje o oznaczeniach spoin.
Na rys, 7a) przedstawiono budowę pełnego oznaczenia połączenia spawanego, złożonego z [36]:
1 – umowny znak spoiny wg tab.2)
2- charakterystyczne wymiary przekroju poprzecznego,
3- charakterystyczne wymiary przekroju wzdłużnego,
4,5,6 – znaki dodatkowe,
7- wymiary brzegów przygotowanych do spawania (tzn. rowków otworów, itp.),
8- inne dane: numer pozycji spoiny, oznaczenie numeryczne metody spawania, dane jakościowe , dodatkowe normy, instrukcje spawania
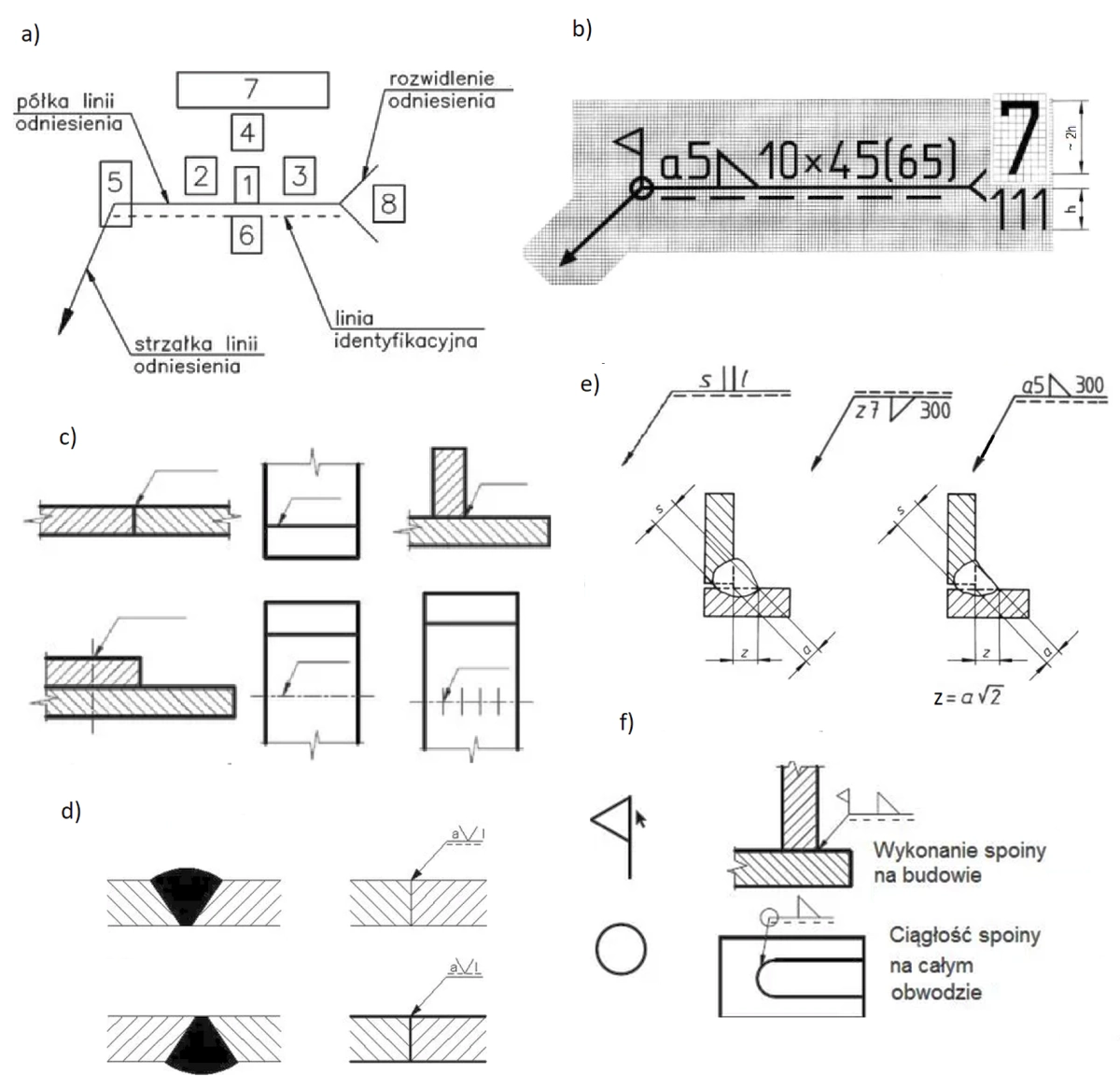
Rys. 7 Oznaczenia spoin: a) pełne oznaczenie połączenia spawanego, b) Przykład oznaczenia spoiny, c) położenie strzałki linii odniesienia, d) położenie linii identyfikacyjnej, e) położenie wymiarów głównych, f) często stosowane znaki w polu 5
Linia odniesienia (rrys. 7 a-f) jest złożona z półki oraz strzałki, którą doprowadza się do rzutu złącza w taki sposób, aby nie powodowało to zmniejszenia czytelności rysunku. Położenie strzałki względem złącza nie ma specjalnego znaczenia, ale w przypadku spoiny 1/2V, 1/2Y lub 1/2U powinna być skierowana do krawędzi, która jest przygotowana do spawania (zukosowana). Zalecane jest rysowanie półki odniesienia równoległe do dolnego brzegu arkusza, a jeśli nie jest to możliwe – prostopadle. Przykłady położenia strzałki i półki linii odniesienia podano na rys. 7c.
Norma [13] wymaga stosowania podwójnej linii odniesienia (linia ciągła -półka i przerywana – lina identyfikacyjna nad lub pod ciągłą – rys. 7 e).
W przypadku spoin obustronnych stosuje się tylko jedną linię odniesienia. Linia identyfikacyjna spełnia dwie funkcje: 1) pierwsza informuje, że wskazane pozycje należy połączyć trwale przez spawania, 2) druga określa jak położyć spoinę – gdy linia identyfikacyjna znajduje się pod półką odniesienia, to grot strzałki wskazuje lico spoin; gdy linia identyfikacyjna znajduje się nad półką odniesienia, to grot strzałki wskazuje grań spoiny (rys. 7 d). Na rysunkach budowlanych najczęściej pomija się oznaczenie linii identyfikacyjnej, choć w szczególnych przypadkach taka informacja może być istotna i należy ją umieścić na rysunku.
W budowlanych konstrukcjach stalowych najczęściej wykorzystuje się pola 1,2,3 i czasami 5 lub 8 dla dodatkowych specyfikacji. Na załamaniu linii odniesienia (pole 5) często podaje się symbole chorągiewki lub kółka wg rrys. 7 f, oznaczające odpowiednio: wykonanie spoiny na budowie lub spoinę okrężną
Każdemu znakowi spoiny towarzyszy pewna liczb wymiarów. Zgodnie z normą [13] wymiary zasadnicze podaje się na linii odniesienia w kolejności zilustrowanej na rys. 7e.
W przypadku spoin pachwinowych wymiar poprzeczny poprzedza się literą „a”(wysokość spoiny) lub „z”(bok spoiny) (rys 7e). W przypadku spoin pachwinowych z głębokim przetopem używa się symbolu „s”.
Na rys. 7 b podano przykład pełnego oznaczenia złącza spawanego za pracą [36] wraz z określeniem zalecanych wielkości linii, znaków i cyfr. Podstawowa grubość linii i wysokość znaków „h” powinna być taka, jaką zastosowano do opisywania innych wymiarów.
Oznaczenie należy odczytać następująco :szew spawany przerywany [10×45(65)], w którym należy wykonać 10 odcinków spoiny pachwinowej (L) o grubości a=5 mm i długości jednego odcinka l=45 mm i przerwie miedzy nimi e=65 mm. Spoina ma być wykonana na całym obwodzie(O), w czasie montażu (<|). Szew należy wykonać metodą łukową z użyciem elektrody otulonej (111), a spoina ma symbol 7.
Instrukcje specjalne
W polu [8] (rys. 7a) wpisywane są instrukcje specjalne w sposób pokazany na rys.8.
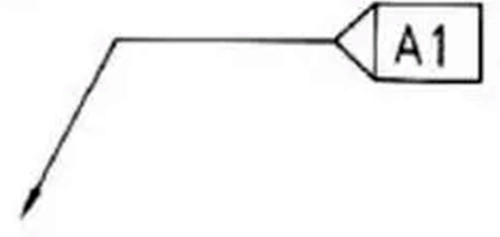
Rys.8. Znak instrukcji specjalnej [13]
W tym polu zwykle wpisywane są wymagania dotyczące specjalnej kontroli spoin, które wynikają z wymogów projektowych i są zalecona przez projektanta w projekcie. Na rysunku warsztatowym takie wymogi musza być wyspecyfikowane. W takim przypadku – rozwidlenie linii odniesienia , zamyka się prostokątem jak na rys. 8 i w miejsce A1 wpisuje parametry wymaganej kontroli, najczęściej:
RT – badać radiolologiczne (prześwietlać) ,
UT – badać ultradżwiękowo (defektoskopem),
VT – badać wizualnie (w tym przypadku należy podać dodatkowe parametry).
Symbol metody spawania
W przypadku konstrukcji budowlanych często wpisuje się symbol metody spawania. Oznaczenia numeryczne metody spawania są następujące:
11 – spawanie łukowe elektrodą metalową bez osłony gazów,
111 – spawanie łukowe elektrodą otuloną,
115 – spawanie łukowe elektrodą oplataną,
12– spawanie łukiem krytym,
14– spawanie łukowe elektrodą nietopliwą w atmosferze gazu ochronnego,
149 – spawanie łukowe łukowo-wodorowe,
15 – spawanie plazmowe,
31 – spawanie gazowo-tlenowe,
311 – spawanie acetylenowo- tlenowe,
312 – spawanie propanowo- tlenowe,
32 – spawanie gazowo-powietrzne,
75 – spawanie wiązką promieni świetlnych,
751 – spawanie laserowe.
Umowne oznaczenia spoin i znaki dodatkowe
W tab.2. zestawiono umowne znaki i zasady wymiarowania dla najczęściej występujących spoin w budownictwie, a w tab.3 wybrane znaki dodatkowe.
Tab.2. Znaki umowne i oznaczenia spoin [36],tab. 8.5
Tab.3. Wybrane znaki dodatkowe w oznaczeniu spoin [36], fragment tab. 8.6

W normie [13] podano dalsze informacje, w tym: przykłady zastosowania złączy bezotworowych liniowych i punktowych, a w Załączniku A podano wiele przykładów zastosowania znaków spoin.
Instrukcja doboru metody, technologii i parametrów spawania
Z zasady poprawny dobór parametrów technologicznych spawania może przeprowadzić wyłącznie technolog warsztatu, który dokonuje procesu, a na rysunkach konstrukcji stalowych z połączeniami spawanymi zwykle umieszczane jest polecenie;
Sposób ukosowania blach do spawania, technologia i parametry spawania, wymagania jakościowe i rodzaj elektrod -według zaleceń technologa.
Oznaczenie powłok natryskiwanych cieplnie
W przypadku zaprojektowania części konstrukcji z powierzchniami obrabianymi cieplnie (hartowanie, odpuszczanie, ulepszanie, itd.) w tym z powłokami natryskiwanymi (metalizowanie itd.) stosujemy zasady rysunku maszynowego. Na rys. 9 pokazano sposób oznaczania powłok powierzchniowych na elemencie.
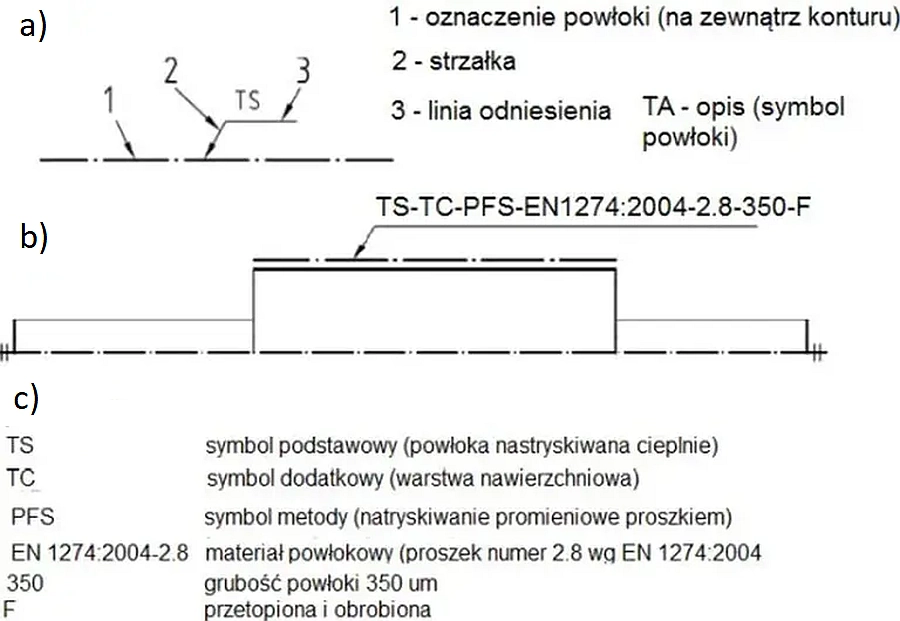
Rys.9. Oznaczenie powłoki powierzchniowej: a) symbol, b) przykład, c) objaśnienia do przykładu
Rodzaje powłoki, wyrażone w symbolu podstawowym mogą być m.in.:
- TS – natryskiwanie cieplne,
- CWS – natryskiwanie płomieniowe przy zastosowaniu drutu,
- CPS – natryskiwanie płomieniowe przy zastosowaniu proszku,
- AWS – natryskiwanie łukowe,
- APS – natryskiwanie plazmowe.
Ważne dla rysunku budowlanego są oznaczenia powłok cynkowych na łącznikach, które opisano w rozdziale Oznaczenia_cynkowania_śrub
Oznaczenia zabezpieczeń powierzchniowych
W stalowych konstrukcjach budowlanych najczęściej stosuje się jednorodne zabezpieczenie elementu powłokami antykorozyjnymi i ewentualnie przeciwpożarowymi (farbami pęczniejącymi).
Zdarza się również, że należy zastosować różne powłoki na częściach powierzchni elementu konstrukcyjnego, na przykład w sytuacji, gdy część elementu stalowego ma kontakt z gruntem, a pozostała tylko z powietrzem atmosferycznym. W takim przypadku standard przewiduje zastosowanie oznaczeń, które są pośrednie pomiędzy oznaczeniem powłoki powierzchniowej oraz symbolu zestawu (podobnie do zestawu śrubowego).
Na rys. 10 pokazano sposób zastosowania symbolu z rys. 5 w połączeniu z symbolem do oznaczenia zabezpieczenia powierzchniowego (TC). Zestawy zabezpieczeń definiowane są w uwagach na rysunku warsztatowym (jak rys.10 b).
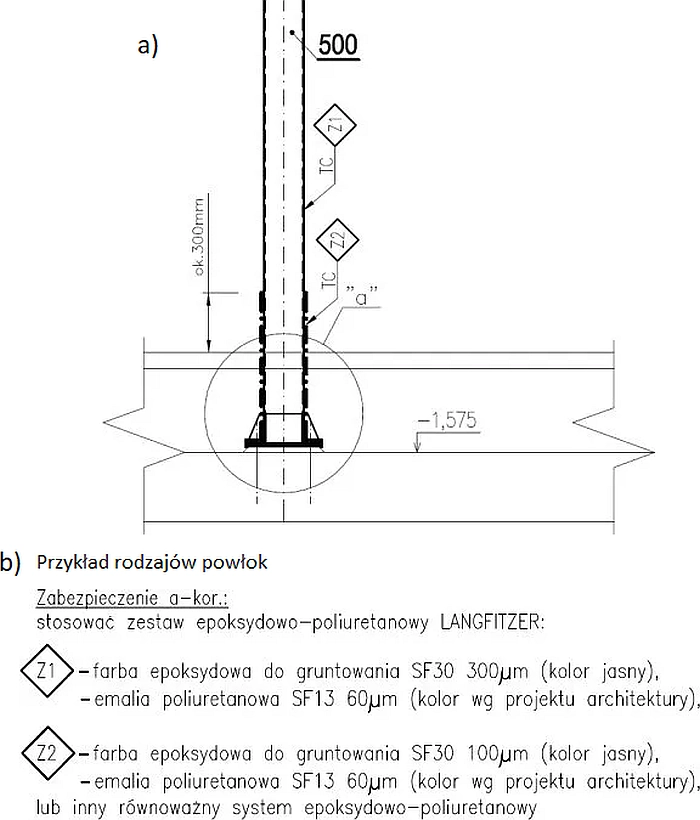
Rys.10 Definicja zestawów powierzchniowych zabezpieczeń antykorozyjnych [opracowanie własne]
W szczególnych przypadkach należy zastosować zabezpieczenia inne, jak na przykład betonem, co pokazano na rys. 11.
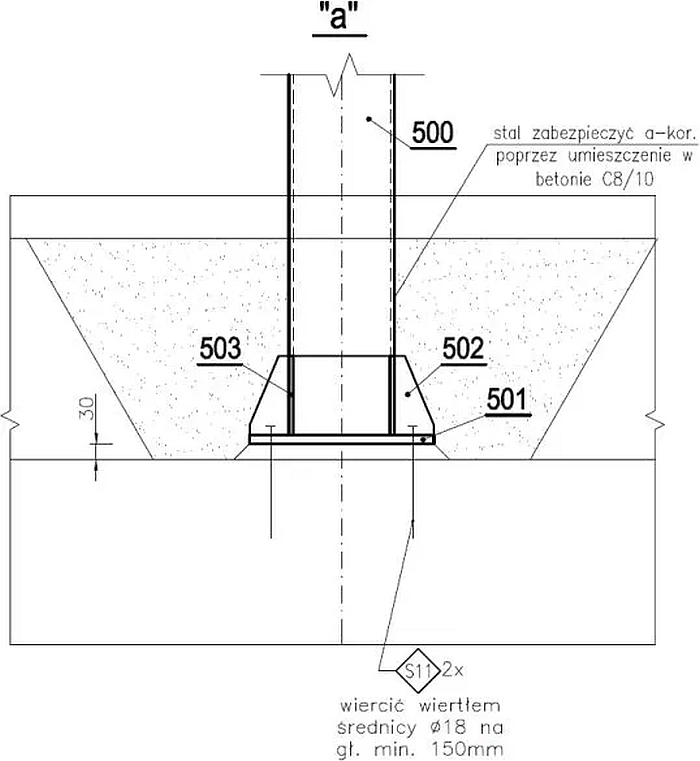
Rys. 11. Detal „a” rysunku warsztatowego (rys.5). Zabezpieczenie elementu stalowego poprzez obetonowanie [opracowanie własne]
Oznaczanie obróbki mechanicznej powierzchni
Najczęściej w budowlanych konstrukcjach stalowych nie stosuje się mechanicznej obróbki powierzchni, takiej jak frezowanie, toczenie, szlifowanie. W przypadku, gdy takie zabiegi są projektowane, to stosujemy zasady rysunku maszynowego.
Na rys. 12. pokazano symbole rysunkowe jakości powierzchni specyfikowane zgodnie z normami maszynowymi (mechanicznymi). Na rysunkach stalowych konstrukcji budowlanych najczęściej można ograniczyć się do oznaczenia sposobu obróbki powierzchni (symbol d), np. frazować, szlifować. Natomiast nie są zwykle specyfikowane symbole a, b, c, e/f. W tych przypadkach stosuje się symbol podany na rys. 12 a : znak pierwiastka bez zamknięcia z oznaczeniem typu obróbki skrawaniem, najczęściej: frezować, szlifować, itp.
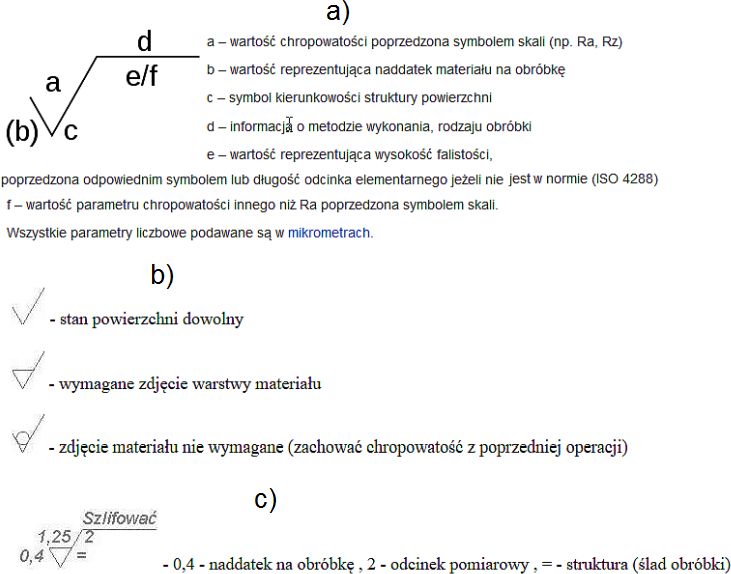
Rys.12 Oznaczenie chropowatości powierzchni: a) znak ogólny, b) sposoby przygotowania powierzchni, c) przykład oznaczenia
Oznaczenia tolerancji liniowych
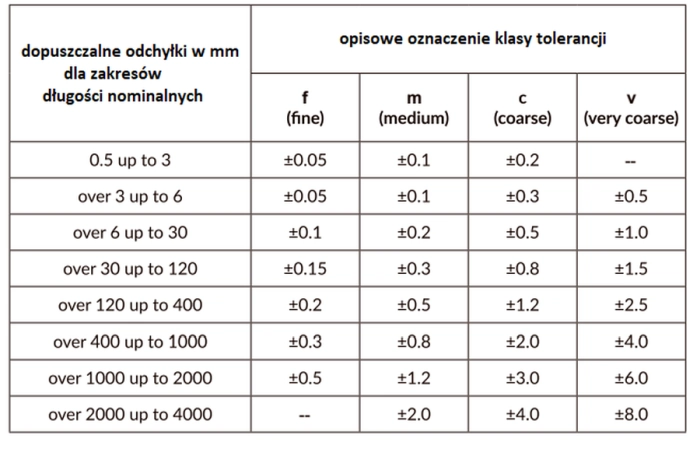
Odchyłki graniczne wymiarów liniowych na rysunkach budowlanych przyjmuje się najczęściej bez indywidualnych oznaczeń tolerancji, tzn. nie podaje się ich jawnie na rysunku, a odchyłki graniczne i tolerancje elementów konstrukcji stalowych podlegają ogólnym zasadom. W przypadku wymiarów od 0,5 do 4000 mm – reguluje to norma interdyscyplinarna [37]. Dotyczy ona m.in. wymiarów liniowych, w stosunku do przedmiotów metalowych wykonanych metodą obróbki skrawaniem lub tłoczonych z blachy. Można je również stosować do wyrobów wykonanych z innych materiałów. Przyjmujemy tolerancje zgodnie z tab. 4. W budownictwie stosuje się klasę tolerancji „m” (średnio dokładną).
Tab. 4. Odchyłki graniczne wymiarów liniowych bez indywidualnych oznaczeń tolerancji [37]
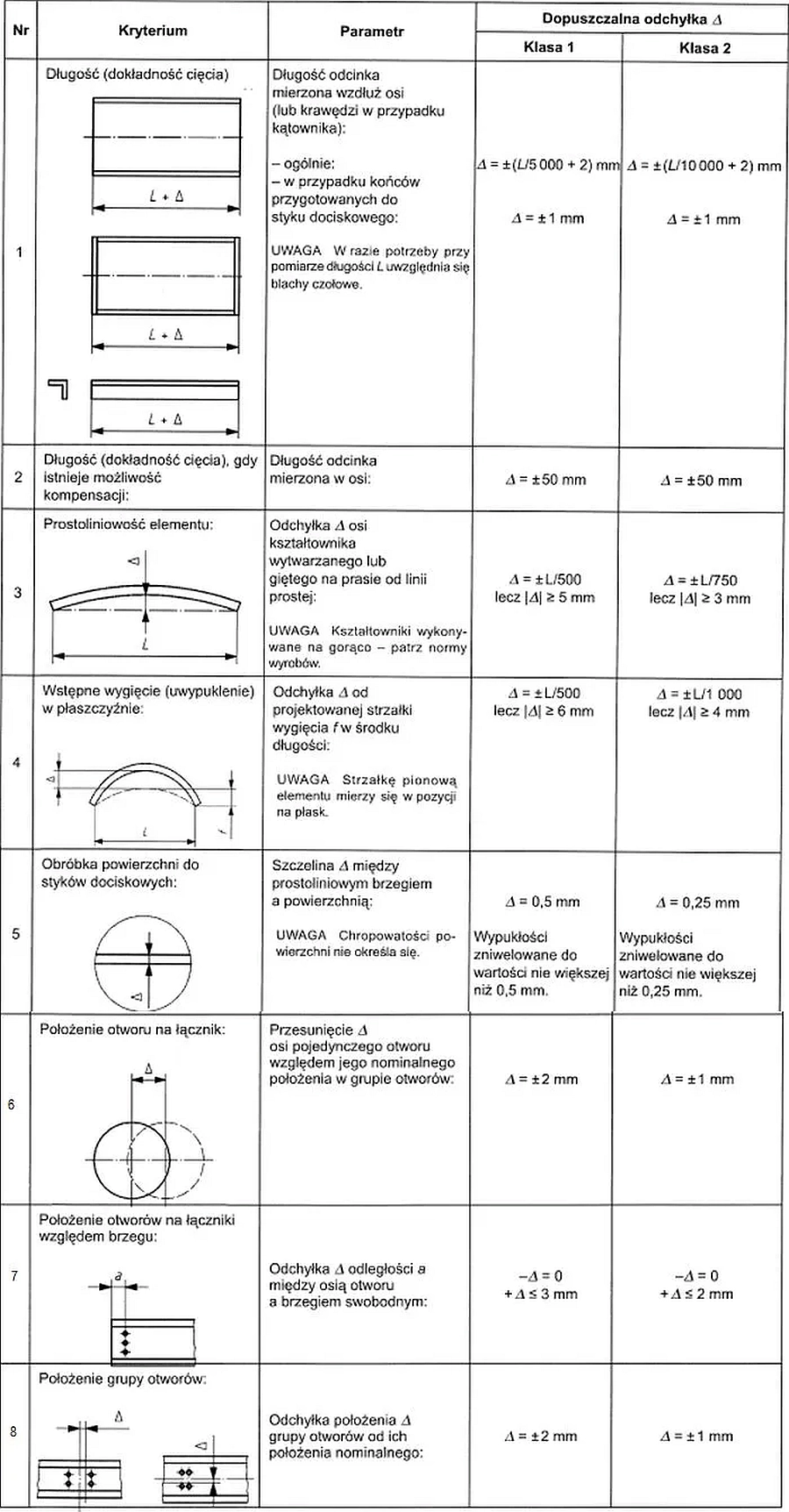
Według [18] funkcjonalne tolerancje dla elementów składowych i otworów można przyjąć zgodnie z tab. 5. (dla klasy 1=EXC 1 lub 2 = EXC 2) Na przykład element wysyłkowy klasy EXC2 o długości 12500 mm, nie zakończony przyłączeniowymi blachami czołowymi może mieć długość $L=12500 \pm (\frac{12500}{10000}+2) = 12500 \pm 3,3 = 12504 \div 11996 $. Natomiast jeśli element jest zakończony blachami czołowymi, tolerancja wynosi $ \pm 1 mm $.
Tab. 5. Funkcjonalne tolerancje wytwarzania dla elementów składowych i otworów [18]
Tolerancje na rysunkach konstrukcji stalowych zwyczajowo nie są podawane i wówczas przyjmuje się tolerancje określone w warunkach wykonania i odbioru konstrukcji stalowych [18], Zał. D.
Jeśli warunki funkcjonalne lub konstrukcyjne wymagają tolerancji wymiarów liniowych, to oznacza się w je w sposób pokazany na rys. 13. W przypadku konieczności tolerowania bardziej precyzyjnego należy stosować zasady rysunku maszynowego [38],[39].
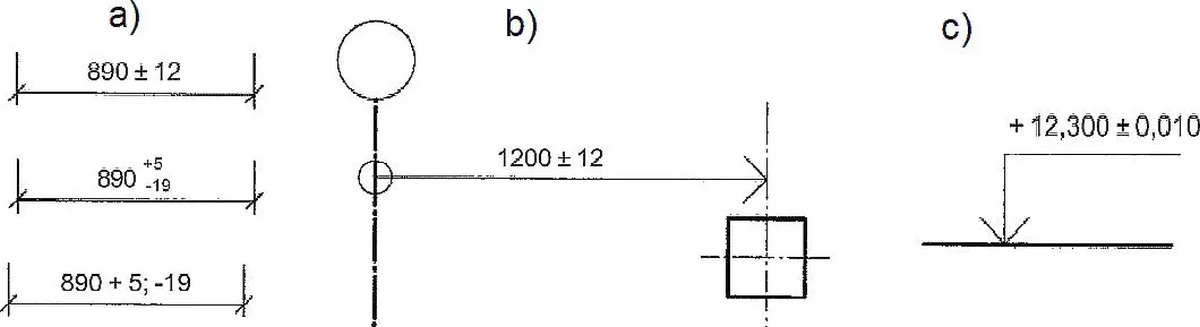
Rys.13 Tolerowanie wymiarów liniowych na rysunkach budowlanych: a) wersje zapisu tolerancji liniowej, b) tolerowanie położenia, c) tolerowanie poziomu [40]
Tolerowanie kształtu i położenia
Czasami konieczne jest podanie informacji o granicznych tolerancjach kształtu lub położenia. W takim przypadku stosujemy zasady [14]. Na rys. 14 pokazano symbole tolerancji użyteczne w konstrukcjach budowlanych.
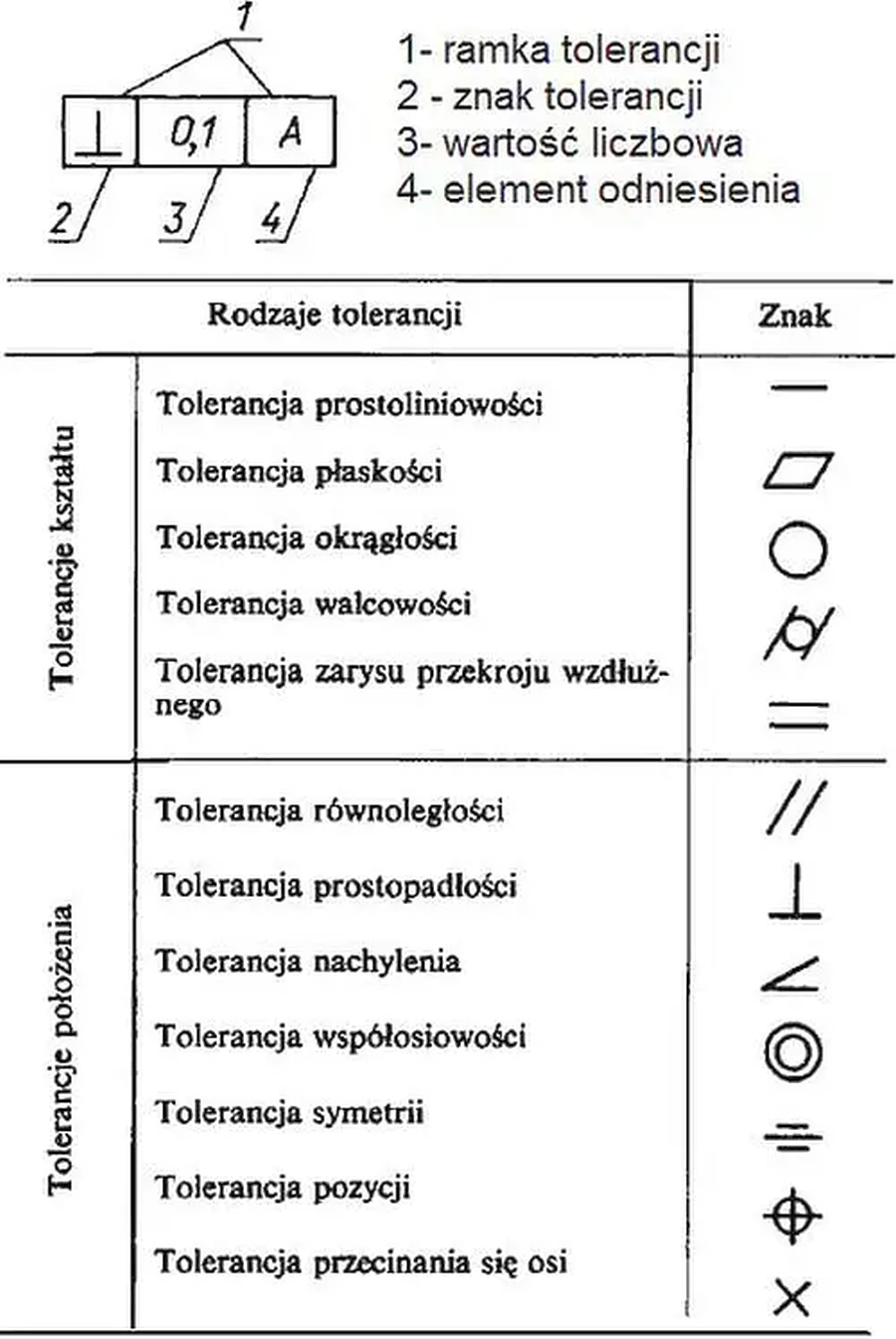
Rys.14 Znaki tolerancji kształtu i położenia
Zasadnicze oznaczenie tolerancji kształtu lub położenia składa się ze znaku rodzaju tolerancji i jej wartości liczbowej w milimetrach. Dane te wpisuje się w ramkę prostokątną podzieloną na dwa pola – w lewym polu umieszcza się znak tolerancji, w prawym jej wartość liczbową. w przypadku tolerancji położenia ramka ma często jeszcze trzecie pole. Ramkę oznaczenia tolerancji łączy się linią zakończoną grotem (strzałką) z linią zarysu (lub jej przedłużeniem) tego elementu przedmiotu, do którego odnosi się tolerancja. Ramkę należy rysować w zasadzie w położeniu poziomym, a ponieważ grot trzeba zawsze rysować w tym kierunku, w którym odchyłka ma być mierzona, więc linia łącząca musi być często załamana. W wyjątkowych przypadkach można ramkę umieścić pionowo, w sposób umożliwiający odczytanie tolerancji od prawej strony rysunku. Linię łączącą należy w zasadzie prowadzić od lewej części ramki, zaś od prawej części-tylko w razie konieczności. Jeżeli tolerancja dotyczy osi lub płaszczyzny symetrii jakiegoś elementu przedmiotu, to koniec linii łączącej powinien leżeć na przedłużeniu linii wymiarowej tego elementu, przy czym – gdy brak miejsca – grot linii łączącej może zastąpić grot linii wymiarowej. W ten sam sposób oznacza się tolerancję walca podziałowego gwintu. Gdy tolerancja dotyczyć wspólnej osi lub płaszczyzny symetrii dwóch elementów przedmiotu, a z rysunku wyraźnie wynika, dla których elementów oś lub płaszczyzna symetrii jest wspólna, to linię łączącą doprowadza się do osi lub do śladu płaszczyzny symetrii.
Jeżeli konieczne jest podanie rodzaju tolerancji nie ujętego na rys.14, to należy go podać w wymaganiach technicznych, w postaci tekstu zawierającego nazwę tolerancji i jej wartość liczbową w milimetrach, wskazanie (za pomocą oznaczenia literowego lub nazwy) powierzchni lub innego elementu, do którego ma się odnosić tolerancja, i ewentualne wskazanie elementu odniesienia (bazy), względem którego określa się tolerancję.
Oznaczanie tolerancji kształtu
Tolerancje kształtu określają wymagane dokładności wykonania kształtu powierzchni i składają się z symboli tolerancji i z liczbowej wartości odchyłki.
Na rys. 15 zilustrowano sposób mierzenia oraz oznaczenia odchyłek prostoliniowości: A – odchyłka mierzona równolegle do $\alpha$ i prostopadle do $a$; B – odchyłka mierzona równolegle do $\beta$ i prostopadle do do $b$. Odchyłki A i B muszą być podane na innych rzutach na których płaszczyzna #$\alpha$ lub $\beta$ jest w położeniu równoległym do rzutni. Na rys. 15 b pokazano sposób tolerowania prostoliniowości tworzącej walca 0,03 mm na całej długości i 16c 0,02 mm na długości 300 mm.
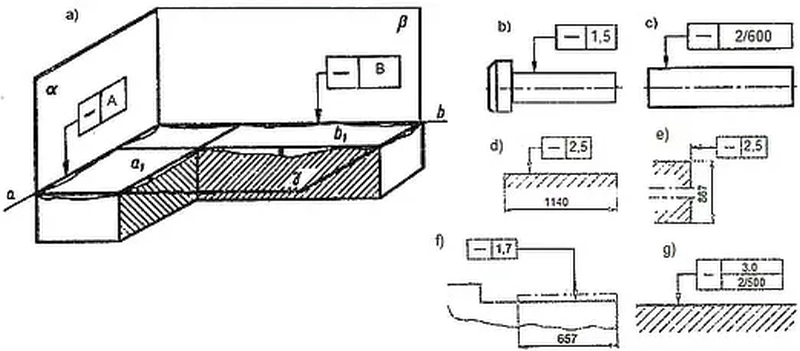
Rys. 15. Odchyłki prostoliniowości: a) sposób określania odchyłki tworzących płaszczyzny $\gamma$ równoległych do a i b , b), d) tolerancja na całej długości wskazanej krawędzi poziomej, c) tolerancja 2 na każdym odcinku 600 krawędzi e) tolerancja 2,5 na wskazanej krawędzi pionowej, f) 1,7 mm na oznaczonym odcinku 667, g) tolerancja na całej krawędzi 3,0 i 2 na każdym odcinku 500
Oznaczanie tolerancje płaskości, walcowatości i kołowości na pokazano na rys. 16.
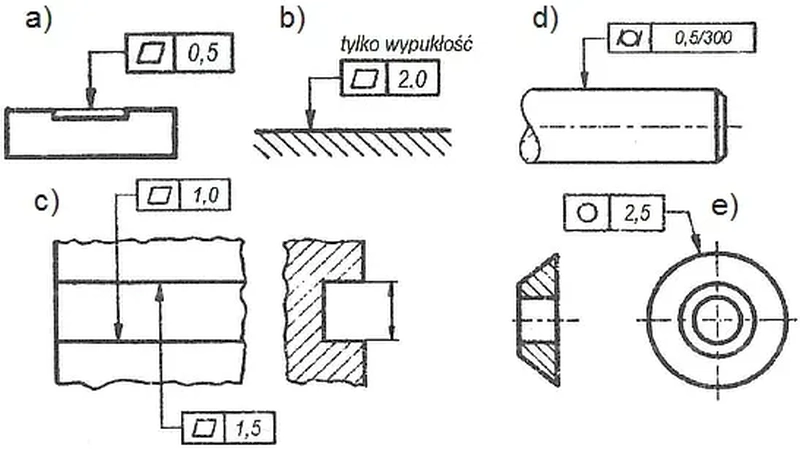
Rys. 16. Tolerancje płaskości, walcowości i kołowości a) płaskość 0,5 na całej płaszczyźnie, b) płaskość ( tylko wypukłość) na całej płaszczyźnie, c) płaskość dwóch płaszczyzn bocznych rowka 1,0 i 1,5 d) walcowość 0,5 na odcinku 300, e) kołowość 2,5 na całym obwodzie
Oznaczanie tolerancji położenia
W przeciwieństwie do tolerancji kształtu, która dotyczy tylko jednego elementu przedmiotu, tolerancja położenia jest zawsze związana z dwoma jego elementami: elementem tolerowanym i elementem odniesienia (bazą pomiarową), względem którego określa się tolerancję położenia elementu tolerowanego. Bazę oznacza się na rysunkach zaczernionym trójkątem równobocznym, i łączy cienką linią z ramką oznaczenia tolerancji. Gdy połączenie trójkąta z ramką jest niedogodne, to element odniesienia oznacza się wielką literą w ramce prostokątnej i tę samą literę wpisuje się w dodatkowe, trzecie pole ramki z oznaczeniem tolerancji.
Na rys. 17 zilustrowano sposób tolerowania równoległości i prostopadłości bezpośrednio i do bazy, a na rys. 18 sposób oznaczania tolerancji współosiowości i przecinania się osi.
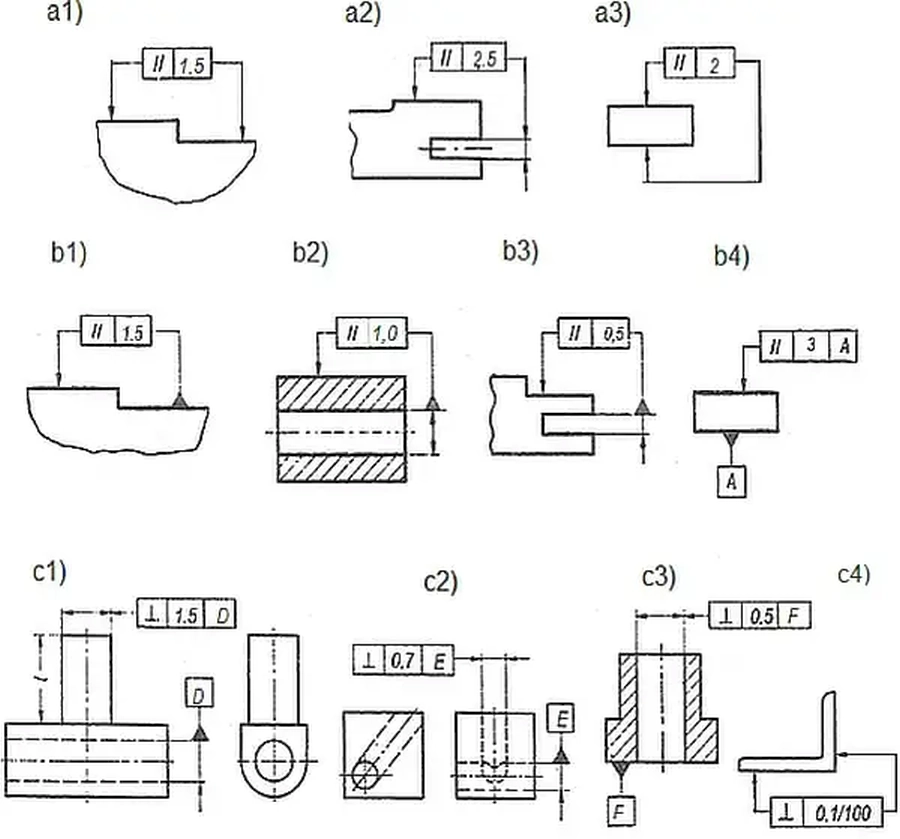
Rys. 17. Tolerancje równoległości i prostopadłości: a1)-a3) równoległość bezpośrednio (bez bazy) , b1)-b3) równoległość do bazy nie nazwanej, b4) równoległość do bazy nazwanej A, c1) prostopadłość do bazy krawędzi zewnętrznych do wewnętrznych (baza D), c2) prostopadłość krawędzi dwóch otworów, c3) prostopadłość podstawy do otworu, c4) prostopadłość półek na odcinku 100 mm
Rys.18. Tolerancje współosiowości, przecinania osi,: a) współosiowość tworzących oraz gniazda, b) przecięcie osi otworu pionowego i poziomego, c) pozycja otworu.
Przykład zastosowania symboli rysunkowych
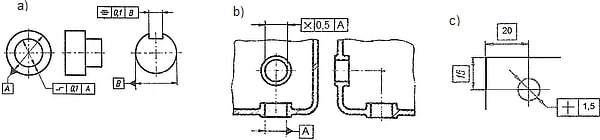
Na rys. 19 pokazano zastosowanie symboli spoin, chropowatości powierzchni oraz tolerancji położenia na przykładzie elementu śrubowego złącza kołnierzowego.
Ogólny symbol chropowatości umieszcza się obok tabelki rysunkowej i w przykładzie oznacza: wszystkie powierzchnie o chropowatości Ra=10μm uzyskać poprzez zdjęcie powierzchni (obróbkę skrawaniem), oprócz powierzchni oznaczonych na rysunku . Symbol w nawiasie oznacza, ze wystąpi na rysunku i będzie tam opisany.
Zadanie dla Czytelnika: odczytać pozostałe symbole zastosowane na rysunku.
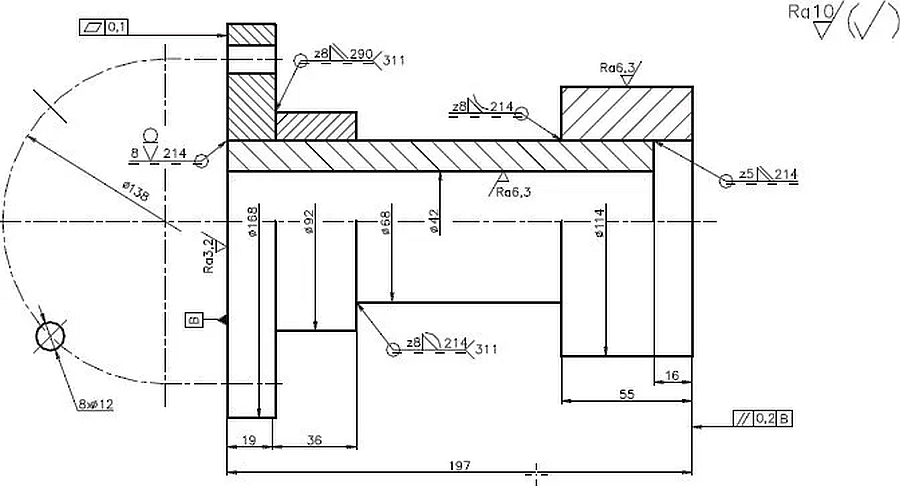
Rys. 19 Przykład zastosowania wybranych symboli rysunkowych
Zasady wymiarowania
Zasady ogólne
Wymiary przedmiotów, podawane w dokumentacji technicznej, bądź innych dokumentach są określane, jako wymiary nominalne. W rzeczywistości, podczas produkcji elementów zawsze istnieć będzie pewien błąd między wymiarem nominalnym, a rzeczywistym. Tolerancje są odchyłkami (dopuszczalnych błędami) generowanymi w procesie produkcji. Każdy wymiar nominalny ma rzeczywistą wartość zawartą pomiędzy maksymalną i minimalną, akceptowaną z warunku wykonania elementu montażu konstrukcji z elementów oraz jej eksploatacji obiektu.
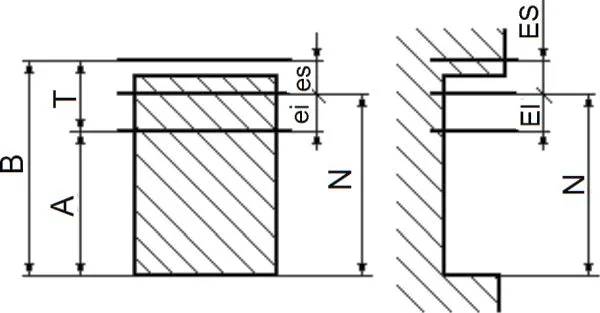
Na rys. 20 zilustrowano ogólną zasadę tolerowania brył. Zasada ta zakłada nieprzekraczalność granic pól tolerancji każdego wymiaru (wyjątek umowny dotyczy wymiarowania położenia otworów), przy czym odchyłki kształtu i położenia powinny się mieścić w polu tolerancji danego wymiaru i wówczas na rysunku nie podaje się ich na rysunku, albo mogą być tolerowane w ciaśniejszych granicach. W myśl tej zasady- bryła rzeczywista przedmiotu powinna mieścić się w wyobrażalnej bryle „maksimum materiału”, a jednocześnie wyobrażalna bryła „minimum materiału” powinna mieścić się w przedmiocie rzeczywistym.
Rys.20 Zasada tolerowania brył [41]
Wprowadzono następujące oznaczenia:
$N$ – wymiar nominalny,
$A$ – dopuszczalny wymiar minimalny, zwany wymiarem górnym,
$B$ – dopuszczalny wymiar minimalny, zwany wymiarem dolnym,
$T$ – tolerancja wymiaru, będąca różnicą wymiaru B i A,
$ES$ – odchyłka górna dla wymiaru wewnętrznego,
$es$ – odchyłka górna dla wymiaru zewnętrznego,
$EI$ – odchyłka dolna dla wymiaru wewnętrznego,
$ei$ – odchyłka dolna dla wymiaru zewnętrznego.
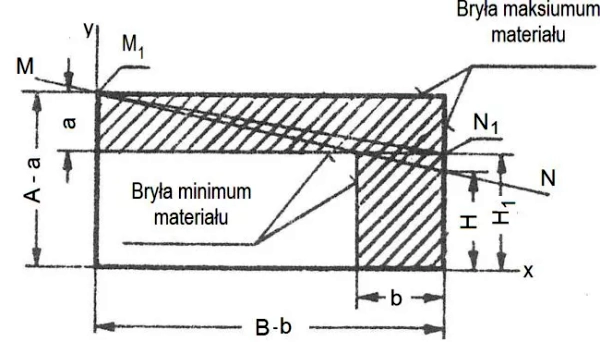
Rys. 21 przedstawia przypadek szczególny, gdy założone pole tolerancji jest tworzone przez bryły „maksimum materiału” i „minimum materiału” ustalone w stosunku do osi współrzędnych (x,y). Wymiar minimalny $H$ może być mniejszy od założonego wymiaru minimalnego $H_1=A-a$ ponieważ wykorzystano jednocześnie pola tolerancji wymiarowe $A$ i $B$, podczas gdy według zasady tolerowania wymiarów wolno wykorzystać tylko pole tolerancji wymiaru i w przypadku wymiaru $A$ zarysem granicznym może być odcinek $M_1 N_1$.
Oznaczenia związane z tolerowaniem wymiarów są normalizowane, przy czym odchyłki wymiarów wewnętrznych (otworów) podawane są dużymi literami, natomiast odchyłki wymiarów zewnętrznych (wałków) podawane są małymi literami:
Rys. 21 Pola tolerancji[42] (opis w tekście)
Zgodnie z rys. 21 można zapisać następujące zależności:
Różnica między wymiarem maksymalnym $B$, a minimalnym $A$ to tolerancja wymiaru $T$
$T=B-A$,
Można ją również zapisać przy pomocy odchyłek, przy założeniu, że wymiar dolny ma wartość ujemną:
$T=ES-EI=es-ei$
Wymiar minimalny „A” to suma wymiaru nominalnego $N$ i odchyłki dolnej $EI$ lub $ei$ (wymiar dolny ma wartość ujemną):
$A=N+EI=N+ei$
Wymiar maksymalny $B$ to suma wymiaru nominalnego $N$ i odchyłki górnej $ES$ lub $es$:
$B=N+ES=N+es$
Rozróżnia się następujące rodzaje tolerowań:
- tolerowanie symetryczne – obie odchyłki są jednakowe i różnią się tylko znakiem
np. 40±0,1. Wymiar ten oznacza, że wymiar rzeczywisty może się różnić od wymiaru nominalnego (40mm) o 0,1mm w górę lub w dół, czyli dopuszcza się wymiar od 39,9mm do 40,1mm, - tolerowanie asymetryczne – jedna z odchyłek jest równa zero,
np. 40+0,1.Wymiar ten oznacza, że wymiar rzeczywisty może się różnić od wymiaru nominalnego (40mm) o 0,1mm tylko w górę, czyli dopuszcza się wymiar od 40mm do 40,1mm (40-0,1 oznacza dopuszczalny wymiar od 39,9mm do 40mm). - tolerowanie asymetryczne dwustronne – dwie odchyłki o różnych znakach i wartościach,
np. , czyli dopuszcza się wymiar od 39,9mm do 40,2mm,
, czyli dopuszcza się wymiar od 39,9mm do 40,2mm, - tolerowanie asymetryczne jednostronne – dwie odchyłki o jednakowym znaku, np.
 , czyli dopuszcza się wymiar od 40,1mm do 40,2mm.
, czyli dopuszcza się wymiar od 40,1mm do 40,2mm.
Ze względu na sposób zapisu tolerowania wymiaru mogą być: znormalizowane lub swobodne, dobierane według uznania konstruktora. W konstrukcjach budowlanych używa się tolerowania swobodnego. Czasami jednak warto użyć tolerowania normalizowanego, szczególnie w przypadku zastosowania pasowań (np. wciskanego).
Tolerowanie normalizowane
W oznaczeniach związane z tolerowaniem normalizowanym:
odchyłki wymiarów wewnętrznych (otworów) podawane są dużymi literami, np.: 20H7
odchyłki wymiarów zewnętrznych (wałków) podawane są małymi literami, np.: 20 h7
Zastosowane wyżej symbole oznaczają:
20 wymiar nominalny (często nazywany normalnym),
H – symbol rodzaju tolerancji, określający położenie pola tolerancji względem wymiaru normalnego, zewnętrznego (wałka),
h -symbol rodzaju tolerancji, określający położenie pola tolerancji względem wymiaru normalnego, wewnętrznego (otworu)
7 – numer numer klasy dokładności wykonania, określającej wielkość pola tolerancji.
Położenie pól tolerancji względem wymiaru nominalnego pokazano na rys. 22 .
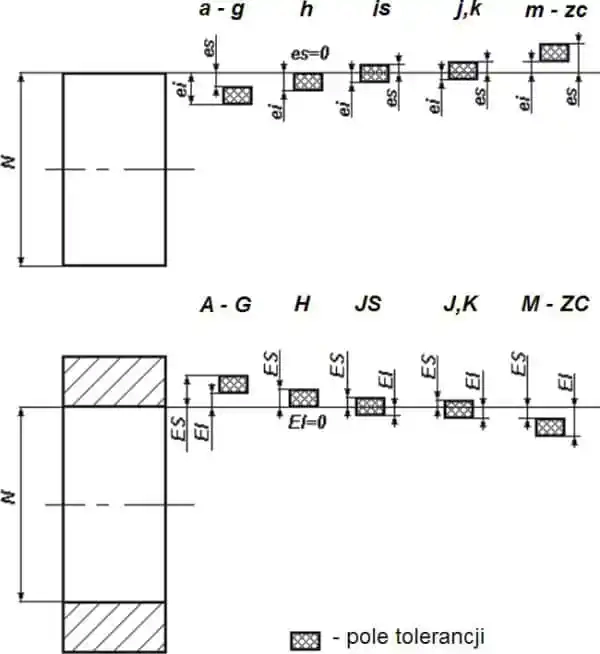
Rys. 22 Położenie pól tolerancji normalizowanych [43]
W symbolowym oznaczaniu tolerancji wymiaru literą oznaczane jest położenie pola tolerancji. Przyjmuje się zasadę, że litery z początku alfabetu sytuują pole tolerancji w głąb materiału w stosunku do wymiaru nominalnego, a litery z końca alfabetu sytuują pole tolerancji na zewnątrz materiału w stosunku do wymiaru nominalnego.
W przypadku wymiarów wewnętrznych (otworów):
- pola tolerancji oznaczane literami od A do G są usytuowane w ten sposób, że każdy wymiar rzeczywisty z tych pól tolerancji będzie zawsze większy od nominalnego wymiaru wewnętrznego (otworu),
- pole tolerancji oznaczone literą H jest usytuowane w ten sposób, że każdy wymiar rzeczywisty z tego pola tolerancji będzie zawsze większy lub równy wewnętrznemu wymiarowi (otwór) nominalnemu (N),
- pole tolerancji oznaczone literami JS jest dzielone przez wymiar nominalny na połowę,
- pola tolerancji J i K są usytuowane w ten sposób, że wymiar rzeczywisty z tych pól tolerancji może być większy lub mniejszy od nominalnego wymiaru wewnętrznego (otworu),
- pola tolerancji od M do Z oraz ZA, ZB i ZC są usytuowane w ten sposób, że wymiar rzeczywisty z tych pól tolerancji będzie zawsze mniejszy od nominalnego wymiaru wewnętrznego (otworu).
W przypadku wymiarów zewnętrznych (wałów) sytuacja jest odwrotna:
- pola tolerancji oznaczane literami od a do g są usytuowane w ten sposób, że każdy wymiar rzeczywisty z tych pól tolerancji będzie zawsze mniejszy od nominalnego wymiaru zewnętrznego (wałka),
- pole tolerancji oznaczone literą h jest usytuowane w ten sposób, że każdy wymiar rzeczywisty z tego pola tolerancji będzie zawsze mniejszy lub równy zewnętrznemu wymiarowi (wałek) nominalnemu (N),
- pole tolerancji oznaczone literami js jest dzielone przez wymiar nominalny na połowę,
- pola tolerancji j i k są usytuowane w ten sposób, że wymiar rzeczywisty z tych pól tolerancji może być większy lub mniejszy od nominalnego wymiaru zewnętrznego (wałka),
- pola tolerancji od m do z oraz za, zb i zc są usytuowane w ten sposób, że wymiar rzeczywisty z tych pól tolerancji będzie zawsze większy od nominalnego wymiaru zewnętrznego (wałka).
Pasowania normalizowane
Pasowanie wymiaru jest to połączenie dwóch elementów o jednakowej wartości wymiaru nominalnego (wewnętrznego i zewnętrznego) i różnych odchyłkach.
Rozróżnia się następujące rodzaje pasowań:
- Pasowanie luźne (ruchowe) – jest to połączenie, w którym bez względu na rzeczywistą wartość wymiaru wewnętrznego i zewnętrznego (mieszczące się w granicach tolerancji) występuje luz. Elementy pasowane mogą się przemieszczać względem siebie nawet w przypadku największego wymiaru wałka z pola tolerancji i najmniejszego wymiaru otworu w polu tolerancji. Wymiar otworu (wewnętrzny) będzie w każdym wypadku większy od wymiaru wałka (zewnętrznego).
- Pasowanie mieszane – jest to połączenie, w którym może wystąpić niewielki luz w przypadku minimalnego wymiaru wałka i maksymalnego otworu lub niewielki wcisk (luz ujemny) w przypadku maksymalnego wymiaru wałka i minimalnego otworu.
- Pasowanie ciasne – jest to połączenie, w którym bez względu na rzeczywistą wartość wymiaru wewnętrznego i zewnętrznego (mieszczące się w granicach tolerancji) występuje wcisk. Elementy pasowane nie mogą się przemieszczać względem siebie nawet w przypadku najmniejszego wymiaru wałka z pola tolerancji i największego wymiaru otworu w polu tolerancji. Wymiar otworu (wewnętrzny) będzie w każdym wypadku mniejszy od wymiaru wałka (zewnętrznego).
Stosowane są dwa sposoby pasowania elementów:
- Pasowanie na zasadzie stałego otworu – gdzie wymiar wałka (zewnętrzny) jest dopasowywany do wymiaru otworu (wewnętrznego). W tym wypadku średnicę otworu toleruje się zawsze w głąb materiału, a więc EI=0 (położenie pola tolerancji H), a żądane pasowanie uzyskuje się poprzez dobranie odchyłek dla wałka, np.: 20H7/f6 – pasowanie luźne, 20H7/p6 – pasowanie ciasne. Zasada ta jest najczęściej stosowana ze względu na łatwiejszą obróbkę powierzchni zewnętrznych (wałków) niż otworów, co umożliwia zmniejszenie ilości użytych narzędzi i sprawdzianów do pomiaru otworów.
- Pasowanie na zasadzie stałego wałka – gdzie wymiar otworu (wewnętrzny) jest dopasowywany do wymiaru wałka (zewnętrznego). W tym wypadku średnicę wałka toleruje się zawsze w głąb materiału, es=0 (położenie pola tolerancji h), a żądane pasowanie uzyskuje się poprzez dobranie odchyłek dla otworu, np.: 20F7/h6 – pasowanie luźne, 20S7/h6 – pasowanie ciasne. Zasadę tą stosuje się np. w przypadku potrzeby osadzenia wielu elementów na jednej średnicy wałka.
Symbole położenia pól tolerancji i odpowiadające im nazwy pasowań wymiarów są następujące:
A, a – przestronne, bardzo luźne,
B, b – przestronne luźne,
C, c – przestronne zwykłe,
D, d – obrotowe bardzo luźne,
E, e – obrotowe luźne,
F, f – obrotowe zwykłe,
G, g – obrotowe ciasne,
H, h – suwliwe, podstawowe,
Js, js – przylgowe symetryczne,
J, j – przylgowe,
K, k – lekko wciskane,
M, m – wciskane,
N, n – mocno wciskane,
P, p – bardzo lekko wtłaczane,
R, r – lekko wtłaczane,
S, s – wtłaczane,
T, t – mocno wtłaczane,
U – ZC, u – zc – bardzo mocno wtłaczane.
W opracowaniu [44] zestawiono typowe pasowania normalizowane:
- Tablice najczęściej stosowanych pasowań wymiarów od 0 do 500mm,
- Tablice najczęściej stosowanych pasowań wymiarów ponad 500 do 3150mm,
- Dobór pasowań wymiarów do konkretnych zastosowań w budowie maszyn .
Podstawowe zasady wymiarowania (nanoszenia wymiarów)
Łańcuchy wymiarowe
Łańcuch wymiarowy stanowi umowną nazwę układu wymiarów liniowych i kątowych, odnoszących się do jednej lub kilku części i określających wzajemne położenie ich powierzchni, płaszczyzn lub osi. Wymiary równoległe do siebie tworzą łańcuchy wymiarowe proste. Wymiary dowolnie skierowane, ale leżące w jednej płaszczyźnie tworzą łańcuchy wymiarowe płaskie. Wymiary kątowe leżące w jednej płaszczyźnie zalicza się do łańcuchów kątowych prostych.
W każdym rodzaju łańcuchów nie należy wpisywać wszystkich wymiarów, gdyż łańcuch zamknięty zawiera wymiary zbędne wynikające z innych wymiarów. Łańcuchy wymiarowe powinny więc pozostać otwarte, przy czym pomija się wymiar najmniej ważny.
Wybór wyjściowej bazy wymiarowej, od której zaczyna się budowa łańcucha wymiarowego jest obojętny, bowiem jeden z wymiarów uznaje się za wypadkowy. Przyjmuje się, że jest to wymiar zamykający łańcuch, który po stolerowaniu jednostronnie lub dwustronnie ogranicza możliwość tolerowania składowych łańcucha. W takim przypadku cały łańcuch wymiarowy staje się roboczy. W praktyce musimy stosować łańcuch wymiarowe swobodne, to znaczy takie, w których wymiar wypadkowy jest swobodny. Oznacza to , że wymiaru wypadkowego nie wpisuje się liczbowo.
Każdy zespół elementów charakteryzuje przestrzenna siatka wymiarowa złożona z łańcuchów wymiarowych, powiązanych ze sobą za pomocą wymiarów wspólnych. Poszczególne wymiary mogą wchodzić jednocześnie w skład dwóch lub więcej łańcuchów, które przez to staja się współzależne. zmiana wartości wymiaru wspólnego powoduje jednocześnie zmiany wymiarów wypadkowych łańcuchów współpracujących.
Wymiary wspólne powinny mieć możliwie małe tolerancje. W praktyce wymiary wspólne nazywa się systemowymi i oznacza ujęciem ich w obramowanie.
Należy wymiarować części zespołu w złożeniu w układzie charakterystycznym dla danego działania w ten sposób, by otrzymać najkrótsze łańcuchy wymiarowe, to znaczy o najmniejszej liczbie wymiarów (ogniw).
Za bazę wymiarową na rysunkach złożeniowych należy obierać powierzchnie współpracujących części, którymi stykają się, czyli powierzchnie rzeczywiste, które następnie mogłyby służyć za bazy obróbkowe i pomiarowe.
W praktyce rysunku budowlanego często stosuje się wymiarowanie od powierzchni teoretycznych (baz wyobrażalnych), którymi są osie systemu , zwane osiami architektonicznymi, lub konstrukcyjnymi lub modularnymi.
Taki przypadek wymiarowania (od osi wyobrażalnych) pociąga za sobą konieczność zacieśnienia tolerancji wykonawczych w stosunku do sytuacji przyjęcia baz powierzchni rzeczywistych. Tym bardziej ważne jest wyróżnienie wymiarów systemowych (ujętych w ramki). W ogólności wymiarowanie od powierzchni teoretycznych (osi wyobrażalnych) wymaga przeliczenia wymiarów w stosunku do powierzchni
Rozróżnia się systemowe łańcuchy wymiarowe, to znaczy łańcuchy najkrótsze które należy dotrzymać w celu prawidłowego złożenia i współpracy zespołu elementów. Takie łańcuchy określa Konstruktor, którego nazwaliśmy Projektantem (przez duże „P”).
Łańcuchy systemowe należy odróżnić od łańcuchów technologicznych, które służą do wykonania elementu (części) w danych warunkach produkcyjnych. Łańcuchy technologiczne określa Technolog (projektant rzez małe „p”), przy czym jednemu wymiarowi konstrukcyjnemu (systemowemu lub funkcjonalnemu) może odpowiadać kilka różnych sposobów wymiarowania technologicznych (warsztatowych). Prawidłowy sposób wymiarowania warsztatowego wymaga znajomości kart technologicznych i innych uwarunkowań zakładu (wytwórni konstrukcji stalowych). Gdy różne zakłady produkują ten sam wyrób , całkowita zamienność międzyzakładowa możliwa jest tylko przy identycznych rysunkach warsztatowych. Tożsamość wymiarowania tolerancyjnego należy rozumieć w ten sposób, iż wymiar systemowy może być jednocześnie wymiarem technologicznym lub może być wymiarem wypadkowym wymiarów technologicznych. Gdy ten warunek nie jest spełniony, traci się zamienność międzyzakładową.
Ponieważ warunek powyższy w istocie nigdy nie jest spełniony, to udowodniliśmy tezę, że rysunki warsztatowe opracowuje technolog KONKRETNEJ wytwórni na podstawie projektu konstrukcyjnego (budowlanego i wykonawczego). Projekt konstrukcyjny powinien zawierać jako wytyczne obowiązujące wyłącznie wymiary funkcyjne (systemowe) i te powinny być bezwzględnie zachowane w rysunkach warsztatowych, a inne (szczegółowe, technologiczne) wymiary dostosowane są do potrzeb wytwórni – na przykład inne są potrzeby do obrabiarek numerycznie sterowanych, inne dla procesu półautomatycznego i inne dla tradycyjnych procesów technologicznych i wytwórczych.
Fundamentalne zasady wymiarowania na rysunkach
Na rys.23 zilustrowano podstawowe zasady wymiarowania (nanoszenia wymiarów na rysunki) [45]. Zasady dotyczą wszystkich branż, a nie tylko konstrukcji stalowych, a więc również : konstrukcji żelbetowych, budownictwa, architektury i innych.
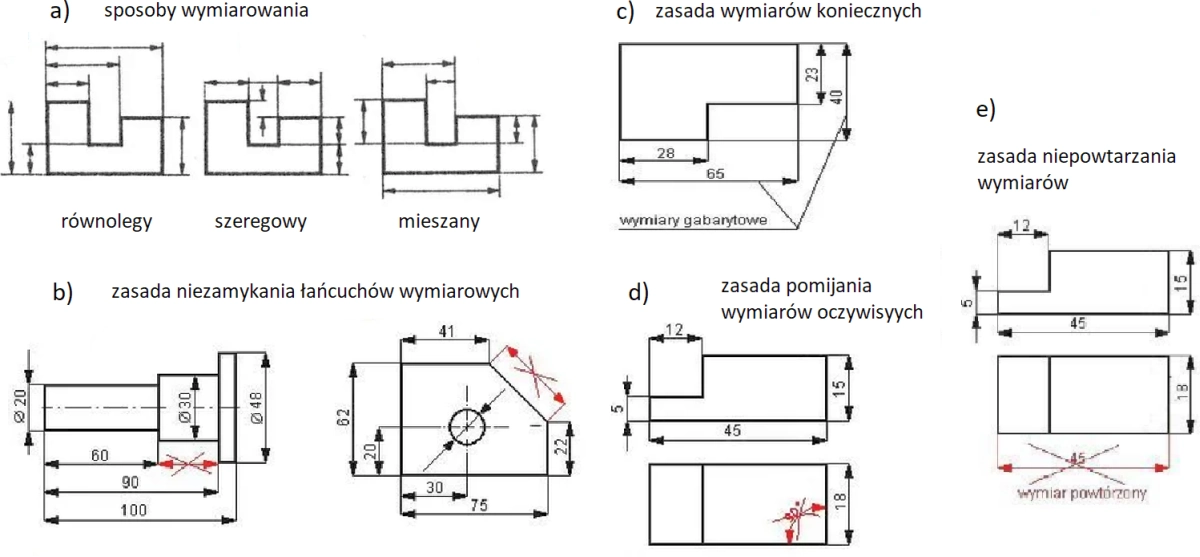
Rys.23 Podstawowe zasady wymiarowania
Można wyróżnić trzy sposoby wymiarowania płaszczyzn: równoległy, szeregowy oraz mieszany (rys.23 a), przy czym najczęściej stosuje się sposób mieszany, ponieważ najbardziej odpowiada warunkom współpracy w zespole, a także umożliwia wskazanie wymiarów istotnych (funkcjonalnych) i zależnych, a także „zgubienia” odchyłek w najbardziej odpowiednim miejscu, co wynika z prawidłowych zasad tolerowania wymiarów. Przy tym kolejność przygotowania wyrobu prowadzi do modyfikacji, np. wskazywania wymiarów gabarytowych , potrzebnych do przygotowania materiału surowego, przeznaczonego do dalszej obróbki
Sformułowano cztery fundamentalne zasady nanoszenia wymiarów na rysunki techniczne (również budowlane):
- wymiarów koniecznych ,
- niepowtarzanie wymiarów,
- niezamykanie łańcuchów wymiarowych,
- pomijanie wymiarów oczywistych.
Zasada wymiarów koniecznych (rys.23c)
Zawsze podajemy wymiary gabarytowe (zewnętrzne). Wymiary mniejsze rysujemy bliżej rzutu przedmiotu. Zawsze podajemy tylko tyle i takich wymiarów które są niezbędne do jednoznacznego określenia wymiarowego przedmiotu. Każdy wymiar na rysunku powinien dawać się odmierzyć na przedmiocie w czasie wykonywania czynności obróbkowych.
Zasada niepowtarzania wymiarów ( rys.23 e)
Wymiarów nie należy nigdy powtarzać ani na tym samym rzucie, ani na różnych rzutach tego samego przedmiotu. Każdy wymiar powinien być podany na rysunku tylko raz i to w miejscu, w którym jest on najbardziej zrozumiały, łatwy do odszukania i potrzebny ze względu na przebieg obróbki.
Zasada pomijania wymiarów oczywistych ( rys.23 d)
Pomijanie wymiarów oczywistych dotyczy przede wszystkim wymiarów kątowych, wynoszących 0o lub 90o, tj. odnoszących się do linii wzajemnie równoległych lub prostopadłych.
Zasada niezamykania łańcuchów wymiarowych ( rys.23 b)
Dokładność wykonania konstrukcji
Klasa wykonania konstrukcji
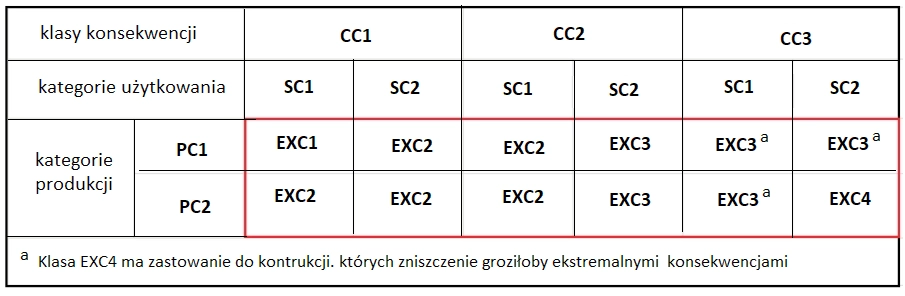
Klasę wykonania konstrukcji stalowych dobiera się w zależności od klasy konsekwencji zniszczenia konstrukcji (CC), kategorii użytkowania(SC) i kategorii produkcji PC wg tab. 6. Dla kategorii CC2 (tab.5), SC1 (tab.7) i PC2 (tab8) wymagamy klasy wykonania konstrukcji EXC2.
Tab. 6. Klasy wykonania konstrukcji stalowych [18], tab. B3
Kategorię konsekwencji zniszczenia (CC) ustala się zgodnie z tab.7 . Dla przeciętnych warunków zagrożenia życia ludzkiego (powszechne w konstrukcjach stalowych) mamy klasę konsekwencji zniszczenia CC2.
Tab.7 Klasy konsekwencji zniszczenia konstrukcji [46],Tab. B1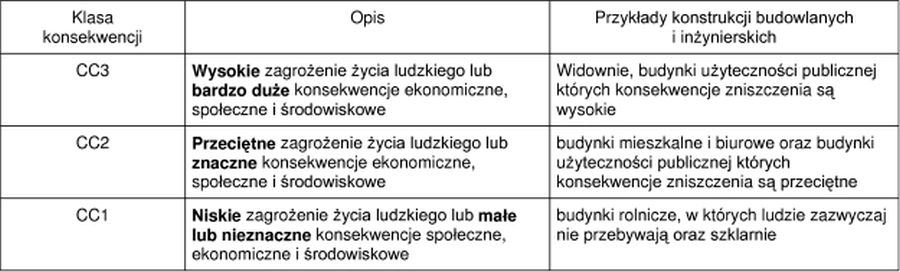
Kategorię użytkowania konstrukcji stalowej dobiera się na podstawie tab.8. Dla konstrukcji elementów projektowanych na oddziaływania przeważająco statyczne mamy SC1.
Tab.8. Kategorie użytkowania konstrukcji stalowej [18], tab. B1

Kategorię produkcji dobiera z tab. 9. Dla elementów spawanych wykonanych ze stali S355 mamy PC2. Obecnie najczęściej konstrukcje stalowe wykonuje się ze stali S355.
Tab.9. Kategorie użytkowania konstrukcji stalowej [18], tab. B2
Wymagania związane z klasami wykonania
W zależności od klasy wykonania konstrukcji (pkt 3.10.1) mamy rozmaite wymagania dotyczące wszystkich etapów powstawania konstrukcji, zgodnie z [18], tab. A3.
Dla klasy wykonania konstrukcji EXC2 ustala się wymagania:
- dokumentacja wykonawcy – potrzebne przy standardowych wymaganiach
- Identyfikacja i dokumenty kontrolne – potrzebne przy standardowych wymaganiach
- cięcie termiczne wg [47] u- zakres 4, Rz5- zakres 4
- wycięcia min promień 5 mm
- scalanie owalizacja otworów w ramach tolerancji funkcjonalnych klasy 1
- spawanie wg [48]
- kwalifikowanie technologii spawania wg [18], tab.12, 13,
- kwalifikowanie spawaczy wg [48]
- kwalifikowanie operatorów wg [48]
- nadzór spawalniczy wiedza techniczna wg [18], tab.14 lub 15,
- spoiny sczepne – kwalifikowana technologia spawania
- spoiny czołowe – płytki dobiegowe i wybiegowe opcjonalnie
- kryteria akceptacji [49] poziom jakości C- ogólnie
- transport i składowanie na budowie – udokumentowana procedura odnawiania
- zakres kontroli po spawaniu – NDT wg [18], tab.24,
- naprawa spoin – zgodnie z WPQ
- kontrola połączeń śrubowych sprężanych
kontrola przed sprężeniem – sprawdzenie procedury sprężania
kontrola w trakcie i po sprężeniu – 2 etap sprężania. Kontrola metodą sekwencyjną typu A
Nie przewiduje się wymagań między innymi dla: identyfikacji w trakcie obróbki i scalania, prostowania termicznego, przygotowania brzegów, przyłączania tymczasowego, odchyłek i dopasowania przy montażu oraz prac na placu budowy lub badań produkcyjnych spawania.
Jakość spoin
Szczególnie istotne w stalowych konstrukcjach budowlanych są wymogi dotyczące jakości spoin, określone w normie [49]. W normie ustalono poziomy jakości według niezgodności spawalniczych w złączach spawanych (z wyjątkiem spawanych wiązką) wszystkich rodzajów stali, niklu, tytanu i ich stopów. Jest ona stosowana do materiałów o grubości powyżej 0,5 mm, czyli w zasadzie wszystkich konstrukcji budowlanych. Norma dotyczy w pełni przetopionych spoin czołowych i wszystkich spoin pachwinowych, ale może być także zastosowana do spoin czołowych o niepełnym przetopieniu. W celu umożliwienia stosowania do szerokiego zakresu produkcji spawalniczej ustalono trzy poziomy jakości. Są one oznaczone symbolami B, C i D. Poziom jakości B odpowiada najwyższym wymaganiom wobec spoin ukończonych. Poziomy jakości odnoszą się do jakości produkcji, a nie przydatności użytkowej wytwarzanego wyrobu. Norma dotyczy wybranych procesów spawania i ich określonych odmian, o numerach zgodnie z [50] (patrz również klazula 3.9.3): 11, 12, 14, 15, 31.
Wytyczne projektowe na rysunku
W zwykłych warunkach, określonych wyżej na rysunkach warsztatowych należy przytoczyć uwagi:
Klasa wykonania EXC2 wg [18];
Jakość spoin C wg [49]
Przykład
Przykład rysku warsztatowego
Do rys. 24 załączono kompletny przykład rysunku warsztatowego dla prostej konstrukcji stalowej. arkusz zawiera również rysunek złożeniowy. Rysunek zawiera jako fragmenty rys. 2 i związane detale w treści artykułu.
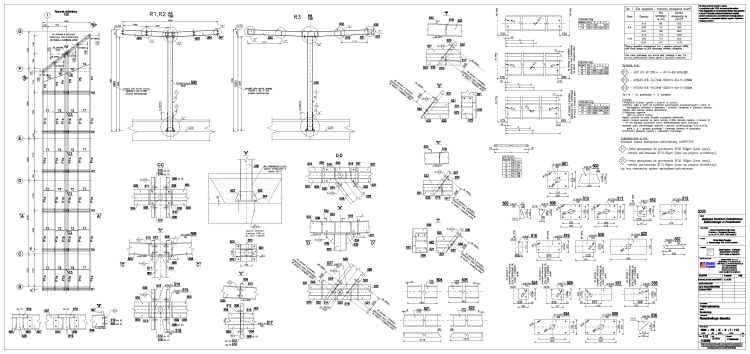
Rys. 24 Przykład rysunku warsztatowego. W celu powiększenia kliknij na powyższą ikonę rysunku. [opracowanie własne]
Tabelka rysunkowa
Tabelka rysunkowa, w która zaopatrzony jest przykładowy rysunek warsztatowy jest opracowana na potrzeby konkretnego biura inżynierskiego, a w tym przypadku jest rozbudowana o pola wykorzystywane na rysunkach bura projektów architektoniczno-budowlanych.
Norma [51] przewiduje, że obowiązkowe pola w tabliczce rysunkowej – nie narzuca konkretnego formatu tabelki rysunkowej, a podaje , że obowiązkowe pola w tabliczce, to:
- pola identyfikacyjne: prawny właściciel; numer identyfikacyjny; data wydania; numer segmentu/arkusza
- opisowa pola: tytuł (zalecane 25 znaków),
- pola do potrzeb administracyjnych: osoba zatwierdzająca; wykonawca; rodzaj dokumentu.
Na rys. 25 przedstawiono układ tabelki rysunkowej proponowany w normie [51].
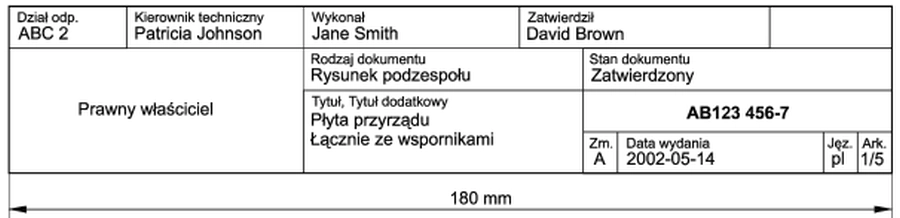
Rys.25 Zalecana tabelka rysunkowa [51]
W przypadku rysunków stalowych konstrukcji budowlanych, przyjmuje się, że:
- Numer rysunku jest wieloczłonowy: Projekt-Faza-Branża-Nr rys.
Projekt jest symbolem projektu , w tprzykłądzie CDK= Centrum Dziedzictwa Kulturowego,
Faza jest oznaczeniem fazy projektu: KO=koncepcja, PAB= projekt architekroniczno-budowlany, PT – projekt techniczny (dawniej wykonawczy), PR=projekt roboczy (rysunki warsztatowe) ;
Branża: A=Architektura, BO=Konstrukcja, I=instalacje, D=drogi, Z=zieleń; podbranża: (.np. dla konstrukcji:Najważniejsze zasady:- Numer rysunku jest wieloczłonowy: Projekt-Faza-Branża-Nr rys.
Projekt jest symbolem projektu , w tym przypadku CDK= Centrum Dziedzictwa Kulturowego,
Faza jest oznaczeniem fazy projektu: KO=koncepcja, PB=projekt budowlany, PW=projekt wykonawczy, PR=projekt roboczy (rysunki warsztatowe)
Branża: A=Architektura, BO =Konstrukcja, I =instalacje, D =drogi, Z=zieleń;
podbranża: (.np. dla konstrukcji: F-fundamenty, Z– żelbetowe, S– stalowe itd);
Nr rysunku: dwa człony, w tym przypadku 1=1 kondygnacja, 112– kolejny rysunek;
Rew: symbol rewizji podawany po podkreśleniu, np. _K (rewizja K) - Podziałka rysunku podstawowa 1:10 dotyczy wszystkich części rysunku. Tej podziałki nie powtarza się wewnątrz arkusza
Na rysunku występują fragmenty w podziałce podanej w nawiasie ( w tym przypadku w podziałce skażonej 1:25/20. Stosowne fragmenty rysunku muszą być oznaczone podziałką pomocniczą. - Nad tabelką podano klasę stali. Wystarczający jest napis S235 bez zbędnych dalszych informacji, które mogą być podane w wykazie stali.
Plik rysunkowy (komputerowy) powinien mieć taką sama nazwę jak numer rysunku.
Rysunek stanowiący rewizję, oprócz uzupełnienia numeru o symbol rewizji (po pokreśleniu), powinien mieć opis rewizji rozbudowywany nad tabelką, a fragmenty rysunku rewidowane muszą być ujęte w chmurki rewizyjne. Jednocześnie należy usunąć chmurki rewizyjne z poprzednich wydań. Na dokumentację składają się wszystkie wydania rysunku i wszystkie wydania należy przechowywać w archiwum ( w tym w komputerowej bazie plików). Każde wydanie zawiera tylko swoje chmurki rewizyjne.
- Numer rysunku jest wieloczłonowy: Projekt-Faza-Branża-Nr rys.
Rysunek zestawczo-montażowy
Rysunek zestawczo-montażowy obrazuje konstrukcję po zespoleniu z elementów wysyłkowych i zawiera informacje, dotyczące umieszczenia elementów montażowych w konstrukcji .
Element wysyłkowy jest oznaczony symbolem złożonym z liter i cyfr, na przykład
EL12,
gdzie EL jest symbolem literowym grupy elementów, a 12 numerem kolejnym elementu w grupie. Zwyczajowo stosuje się oznaczenia grupy elementów jako inicjały z nazw, np.:
S – słupy
SO – słupki obudowy
Po – podciągi
B – Belki
P – płatwie , itd.
Przyjmuje się konwencję, że każdy element wysiłkowy powinien być na rysunku złożeniowym narysowany i to bez wykorzystywania narzędzi rysunkowych takich jak : symetria, skróty itd. Każdy element powinien posiadać wpisany lub nadpisany symbol.
Chodzi o to, że rysunek zestawczo-montażowy jest wykorzystywany podczas montażu i pracownicy powinni w dowolnym momencie montażu widzieć wszystkie elementy, mieć możliwość wpisania uwag (np. przewidywanej kolejności, oznaczenia już zamontowanych elementów, lub elementów do montażu. W każdym też momencie powinni mieć możliwość policzyć ręcznie liczbę elementów (wskazując „palcem” bez wyliczeń dodatkowych). Zwykle nie stosuje się innych oznaczeń elementów wysyłkowych , np. miejsca wbudowania oznaczenia, chyba że oznaczenia takie są wymagane ze względów funkcjonalnych lub wynikają z zaleceń próbnego montażu i dopasowania elementów.
Na rysunku zestawczo-montażowym powinny być oznaczone i zwymiarowane główne osie i poziomy obiektu. Inne wymiary nanosi się wyjątkowo, tylko w sytuacji, gdy jest to wymagane ze względów funkcjonalnych lub kontroli poprawności montażu.
Wykaz stali
Rysunek warsztatowy lub pakiet rysunków jest załącznikiem do wykazu stali, łączników i elementów wysyłkowych. Wykazy są sporządzane w formie i treści wymaganej przez producenta elementów wysyłkowych oraz montażystę konstrukcji, z użyciem specjalnie przygotowanych arkuszy kalkulacyjnych lub generowany automatycznie przez programy graficzne (np. Tekla, Ares Mechanical lub inne)
Wykaz stali sporządza się w odrębnym od rysunku dokumencie na kartach formatu A4. Nie jest akceptowane umieszczania wykazu stali na arkuszu rysunkowym.
Wykaz stali rysunków warsztatowych powinien składać się z następujących części:
- wykaz stali (wykaz zgodny z informacjami podawanymi na rysunkach warsztatowych),
- zestawienie profili (wykaz stali posortowany i posumowany podług profili, występujących w projekcie),
- zestawienie pozycji (wykaz stali posortowany i posumowany podług pozycji (części),
- zestawienie elementów wysiłkowych (wykaz stali posortowany i posumowany podług elementów wysyłkowych),
- zestawienie łączników (śrub) ( (wykaz stali posortowany i posumowany podług łączników).
Wykaz dokumentacji
Wykaz dokumentacji jest prowadzony w postaci dziennika wydań dokumentacji, obejmującej wszystkie opracowania graficzne i tekstowe, każda w oddzielnym wierszu. W kolumnach dziennika są ujawniane daty poszczególnych rewizji każdego składnika dokumentacji , np. rysunku CDK-PR-K-S-1-112 (rys. 16) . Z wykazu dokumentacji w prosty sposób można odczytać historię rewizji każdego rysunku lub opisu. Obowiązujące jest ostatnie wydanie. Data ostatniego wydania każdego z rysunków może być inna, nie praktykuje się publikowania kompletnej, aktualnej dokumentacji w jednej dacie. Wszystkie wydania składników dokumentacji powinny być przechowywane w bazie danych. Nie jest dopuszczalne trwałe usuwanie (niszczenie) raz wprowadzonego wydania dowolnego składnika. baza danych może tylko rozbudowywać się. Po zakończeniu budowy powinna być zarchiwizowana i przechowywana minimum 5 lat w archiwum: obiektu, wykonawcy inwestora i Projektanta.
Literatura
- Krzyżanowski, L. J. (1994). Podstawy nauk o organizacji i zarządzaniu. Wydawnictwo Naukowe PWN
- Armstrong M. (2007), Zarządzanie zasobami ludzkimi (tłum. A. Hędrzak), Oficyna Wolters Kluwer business
- Urbańska-Galewska E, Kowalski D, Dokumentacja projektowa konstrukcji stalowych w budowlanych przedsięwzięciach inwestycyjnych, PWN, Warszawa 2015
- Kucharczuk W., Zasady sporządzania rysunków stalowych konstrukcji budowlanych, Wydawnictwo Politechniki Częstochowskiej, Częstochowa 2004
- Nethercot D.A., Towards a standarization of the design and detailing of connection , vol. 46, Elsevier1998, p.3-4
- PN-B-06200/2002, Konstrukcje stalowe budowlane – Warunki wykonania i odbioru – Wymagania podstawowe
- PN-EN ISO 5261:2002, Rysunek techniczny. Przedstawianie uproszczone prętów i kształtowników
- PN-ISO 8991:1996, System oznaczeń części złącznych
- PN-EN ISO 12944-3:2001, Farby i lakiery. Ochrona przed korozją konstrukcji stalowych za pomocą ochronnych systemów malarskich. Część 2: Klasyfikacja środowisk
- Ustawa z dnia 21 marca 1985 r. o drogach publicznych. Tekst jednolity Dz. U. z 2020 r. poz. 470, 471, 1087 [ http://isap.sejm.gov.pl/isap.nsf/download.xsp/WDU19850140060/U/D19850060Lj.pdf ]
- PN-ISO 129+Ak:1996, Rysunek techniczny. Wymiarowanie. Zasady ogólne. Definicje. Metody wykonania i oznaczenia specjalne
- PN-EN ISO 5845-1:2002, Przedstawienia uproszczone zespołów z częściami złącznymi
- PN-EN ISO 2553:2014, Spajanie i procesy pokrewne. Umowne przedstawianie na rysunkach. Złącza spajane
- PN-EN ISO 1101:2013, Specyfikacje geometrii wyrobów (GPS). Tolerancje geometryczne. Tolerancje kształtu, kierunku, położenia i bicia
- PN-EN ISO 6410-3:2000, Rysunek techniczny. Gwinty i części gwintowane. Przedstawianie uproszczone
- PN-EN ISO 1302:2004, Specyfikacje geometrii wyrobów (GPS) – Oznaczanie struktury geometrycznej powierzchni w dokumentacji technicznej wyrobu
- PN-EN ISO 8015:2012, Specyfikacje geometrii wyrobów (GPS) – Podstawy – Pojęcia, zasady i reguły
- PN-EN 1090-2+A1:2012, Wykonanie konstrukcji stalowych i aluminiowych, Część 2: Wymagania techniczne dotyczące konstrukcji stalowych
- PN-EN ISO 4014:2011, Śruby z łbem sześciokątnym – Klasy dokładności A i B
- PN-ISO 724:1995, Gwinty metryczne ISO ogólnego przeznaczenia – Wymiary nominalne
- PN-ISO 888:1996, Śruby, wkręty i śruby dwustronne ogólnego przeznaczenia. Długości nominalne trzpienia i długości gwintu
- PN-EN ISO 898-1:2013, Własności mechaniczne części złącznych wykonanych ze stali węglowej oraz stopowej, Część 1: Śruby i śruby dwustronne o określonych klasach własności. Gwint zwykły i drobnozwojny
- PN-ISO 965-1:2001, Gwinty metryczne ISO ogólnego przeznaczenia. Tolerancje, Część 1: Zasady i dane podstawowe
- PN-EN ISO 3506-1:2009, Własności mechaniczne części złącznych odpornych na korozję ze stali nierdzewnej, Część 1: Śruby i śruby dwustronne
- PN-EN ISO 4753:2011, Części złączne. Zakończenia części z zewnętrznym gwintem metrycznym ISO
- PN-EN ISO 4759-1:2004, Tolerancje części złącznych, Część 1: Śruby, wkręty, śruby dwustronne i nakrętki. Klasy dokładności A, B i C
- PN-EN ISO 4017:2011, Śruby z gwintem na całej długości z łbem sześciokątnym. Klasy dokładności A i B
- PN-EN 14399-4:2015, Zestawy śrubowe wysokiej wytrzymałości do połączeń sprężanych – Część 4: System HV – Zestawy śruby z łbem sześciokątnym i nakrętki sześciokątnej
- PN-EN 14399-3: 2015-4, Zestawy śrubowe wysokiej wytrzymałości do połączeń sprężanych – Część 3: System HR – Zestawy śruby z łbem sześciokątnym i nakrętki sześciokątnej
- PN-EN 14399-1:2015, Zestawy śrubowe wysokiej wytrzymałości do połączeń sprężanych, Część 1: Wymagania ogólne
- PN-EN 14399-2:2015, Zestawy śrubowe wysokiej wytrzymałości do połączeń sprężanych, Część 2: Badanie przydatności do połączeń sprężanych
- PN-EN 14399-6:2015, Zestawy śrubowe wysokiej wytrzymałości do połączeń sprężanych, Część 6: Podkładki okrągłe ze ścięciem
- PN-EN ISO 4042):2001, Części złączne – Powłoki elektrolityczne
- PN-EN ISO 10684:2006, Części złączne – Powłoki cynkowe nanoszone metodą zanurzeniową
- PN-EN ISO 10683:2014, Części złączne -Nieelektrolityczne płatkowe powłoki cynkowe
- Graba M. (2004). Elementu zapisu konstrukcji. Wydawnictwo Politechniki Świętokrzyskiej
- PN-EN 22768-1:1999, Tolerancje ogólne. Tolerancje wymiarów liniowych i kątowych bez indywidualnych oznaczeń tolerancji
- PN-EN ISO 14405-1:2016, Specyfikacje geometrii wyrobów (GPS). Tolerowanie wymiarów, Część 1: Wymiary liniowe wewnętrzne lub zewnętrzne
- PN-EN ISO 14405-2:2012, Specyfikacje geometrii wyrobów (GPS). Tolerowanie wymiarów, Część 2: Wymiary inne niż wymiary liniowe wewnętrzne i zewnętrzne
- PN-EN ISO 6284:2001, Rysunek budowlany. Oznaczanie odchyłek granicznych
- Lutosławski, Z. (Ed.). (1963). Mechanika. Poradnik Inżyniera Tom I – Zagadnienia ogólnotechniczne, Tom II – Zagadnienia konstrukcyjne, Tom III – Zagadnienia technologiczne (1st ed.). Wydawnictwo Naukowo-Techniczne
- PKM. (2016). Tolerancje wymiarów. Serwis Podstawy Konstrukcji Maszyn. http://www.pkm.edu.pl/index.php/component/content/article/84-tolerancje/275-00010301
- PKM. (2016). Tolerancje wymiarów. Serwis Podstawy Konstrukcji Maszyn. http://www.pkm.edu.pl/index.php/component/content/article/84-tolerancje/275-00010301
- PKM. (2016). Tolerancje wymiarów. Serwis Podstawy Konstrukcji Ma-szyn. http://www.pkm.edu.pl/index.php/component/content/article/84-tolerancje/275-00010301
- Czajka L. (2016). Wymiarowanie http://teresin.hekko.pl/Technik/rys_tech/index.htmli
- PN-EN 1990:2004, Eurokod: Podstawy projektowania konstrukcji
- PN-EN ISO 9013:2008, Cięcie termiczne. Klasyfikacja cięcia termicznego. Specyfikacja geometrii wyrobu i tolerancje jakości
- PN-EN ISO 3834-3:2007, Wymagania jakości dotyczące spawania materiałów metalowych, Część 3: Standardowe wymagania jakości
- PN-EN ISO 5817:2014, Spawanie. Złącza spawane ze stali, niklu, tytanu i ich stopów (z wyjątkiem spawanych wiązką). Poziomy jakości według niezgodności spawalniczych
- PN-EN ISO 4063:2011, Spawanie i procesy pokrewne. Nazwy i numery procesów
- PN-EN ISO 7200:2007 Dokumentacja techniczna wyrobu – Pola danych w tabliczkach rysunkowych i nagłówkach dokumentów
________________________________



